
پولیش رنگ و نهایی سازی


در بسیاری از زمان ها ساخت یک قطعه صاف از پرینت سه بعدی نیازمند عملیتی است . در این مقاله قصد داریم روش های پولیش و پرداخت قطعات پرینت سه بعدی را مورد بررسی قرار دهیم.
بسیاری از اوقات سطح قطعه پرینت سه بعدی به دست آمده از پرینترهای سه بعدی FDM در شرایط مطلوبی نمی باشد و مشاهده می شود که روی سطح قطعه لایه لایه شده است.
ارتفاع این لایه ها بسته به ضخامت لایه ای که برای آن تعریف شده است متفاوت خواهد بود .برای به دست آوردن یک سطح صاف و تا حد زیادی صیقلی لازم است که پس از عملیات چاپ سه بعدی بر روی قطعه عملیات پرداخت و پولیش انجام شود. این کار علاوه بر زیبایی قطعه موجب بالا بردن کیفیت و دوام قطعه می شود.
این کار به خصوص برای قطعات تزیینی بسیار ضروری است.
برای پولیش کردن قطعات چاپ سه بعدی روش های مختلفی وجود دارد که در ادامه با این روش ها آشنا می شویم.
روش اول – پولیش کردن قطعات پرینتر سه بعدی و پرداخت قطعه سه بعدی با حلال مایع
برای پولیش کردن قطعات پرینت ۳ بعدی می توان از حلال های مایع استفاده کرد. روش کار به این صورت است که باید کل قطعه به مدت یک تا دو ثانیه داخل حلال رفته و خارج شود.
این کار باعث می شود سطح قطعه خورده و صاف شود. این کار می تواند چند بار با فاصله زمانی چند دقیقه ای انجام شود تا به کیفیت مطلوب برسد .
البته در این صورت تغییر اندازه قطعه پس از این عملیات بیشتر خواهد بود و اگر ابعاد کار مهم باشد نباید از این روش استفاده شود.
در مجموعه های مونتاژی اگر از این روش برای پرداخت تک تک قطعات پرینت سه بعدی شده ی خود استفاده شود باید به اتصال قطعات نیز دقت شود .بنابراین باید درصدی قطعات را بزرگتر در نظر گرفت تا پس از پرداخت قطعه ابعاد درستی حاصل شود تا امکان مونتاژ فراهم باشد.

این روش چه زمانی مناسب نیست؟
این روش برای قطعات نازک پرینت نازک و اصلا توصیه نمی شود چون باعث تابیدگی و انحنای قطعه شده و موجب می شود فرم کلی قطعه تغییر کند . همچنین برای قطعات پرینت سه بعدی شده خیلی پیچیده نیز از این روش مناسب نیست چون ممکن است حلال داخل خلل و فرج قطعه باقی بماند و به قطعه آسیب برساند.
برای پولیش قطعات کوچک چه باید کرد؟
برای پولیش کردن قطعات پرینتر سه بعدی که ابعاد کوچکتری دارند می توان از گوش پاک کن استفاده کرد . استفاده از گوش پاک کن و حلال برای هموار کردن جای ساپورت ها هم پیشنهاد می شود . در این روش تا تبخیر شدن کامل حلال نباید به قطعه دست زد چون اثر انگشت باقی می ماند.
حلال فیلامنت چیست؟
برای فیلامنت PLA از حلال کلروفوم صنعتی و برای ABS از استون خالص استفاده کنید .
روش دوم – پولیش و پرداخت قطعه سه بعدی با بخار حلال
برای پرداخت قطعه سه بعدی می توان از بخار حلال استفاده کرد. روش کار به این صورت است که باید داخل یک ظرف سربسته ( ترجیحا فلزی یا شیشه ای) مقداری پارچه یا دستمال کاغذی را به حلال آغشته کرد به طوری که تمام محیط داخل ظرف را بپوشاند.
سپس قطعه ی پرینت شده را از کف کار داخل ظرف گذاشته و درب آن را ببندید و یا قطعه را به صورت معلق روی هوا قرار دهید به طوری که بتوان درب ظرف را بست یا با ماده ای پوشاند . به دلیل فرار بودن حلال ها بعد از گذشت مدتی داخل ظرف پر از بخار حلال میشود .
قطعه پس از یک ساعت که داخل بخار حلال بود دارای سطحی تقریبا صاف می شود ولی اگر می خواهید کاملا سطح قطعه صیقلی و صاف شود به مدت یک ساعت دیگر صبر کنید . بسته به ابعاد قطعه و ضخامت برجستگی های روی سطح قطعه ی شما این زمان می تواند کمتر یا بیشتر باشد ولی در هر صورت برای کارهای نازک اصلا پیشنهاد نمی شود . در این روش نیز از دست زدن یا فشار آوردن به قطعه تا خشک شدن کامل آن پرهیز کنید .

روش سوم – پولیش و پرداخت قطعات پرینت سه بعدی بوسیله سنباده
برای پولیش و پرداخت قطعه سه بعدی می توان از سنباده نیز استفاده کرد . از این روش بیشتر برای قطعات ساده و بزرگ و بدون پیچیدگی استفاده می شود . سنباده ها بسته به سختیی که دارند درجه بندی می شوند که این سختی ها با یک عدد که نشان دهنده ی سختی و نرمی سنباده ها هستند معلوم می شود.
هرچقدر این اعداد کمتر باشند سنباده خشن تر است . برای همین موضوع اگر می خواهید قطعات پرینتی خود را با سنباده صیقلی کنید ابتدا از سنباده های سخت تر ( سنباده ۸۰ تا ۱۵۰ ) استفاده کنید سپس برای بدست آوردن سطحی مطلوب از سنباده ی نرم ( سنباده ۴۰۰ تا ۲۰۰ ) استفاده کنید. قطعاتی که با مواد ABS پرینت شده اند خیلی راحت تر از قطعاتی که با مواد PLA پرینت شده اند سنباده می خورند.
هنگام سنباده کاری برای پرداخت قطعه سه بعدی سعی کنید این کار را سریع و پشت هم انجام ندهید چون به دلیل گرمای تولید شده ناشی از اصطحکاک سطح کار شما پوسته می کند و به کیفیت دلخواه شما نمی رسد . سعی کنید سنباده زدن را با فواصل زمانی انجام دهید و از سنباده ی خیس استفاده کنید . حتی می توانید برای پرداخت کردن قطعات PLA آن ها را زیر آب سنباده بزنید . اگر ابعاد قطعه ی پرینت شده برای شما خیلی مهم است قبل از پرینت کمی ابعاد قطعه را بزرگتر کنید که پس از سنباده کشیدن و برداشتن لایه ای از روی آن به مشکل برنخورید . ضمنا هنگام جی کد گرفتن قطعه خود و آماده کردن آن برای پرینت سه بعدی تعداد سقف و کف و دیواره ی پرینت خود را افزایش دهید ( حداقل ۱ عدد ) تا پس از سنباده کاری و برداشتن لایه ای از قطعه ی خود سطح کار سالم باشد و اینفیل کار مشخص نشود .
پس از اتمام سنباده زدن , قطعه را با آب و صابون بشویید تا اضافات و پودرهای به جا مانده از سنباده زدن از روی آن پاک شود و اگر نیاز بود دوباره با سنباده پرداخت کنید.

روش چهارم- پولیش و پرداخت قطعات پرینت سه بعدی بوسیله بتونه و رنگ
برای پرداخت قطعات سه بعدی و از بین بردن لایه های آن می توانید قطعات را بعد از پرینت بتونه و رنگ کنید .
برای بتونه کردن می توانید از بتونه پلاستیک یا بتونه ی همه کاره استفاده کنید ولی بهترین بتونه ای که می توان نام برد , بتونه فوری رنگ اتومبیل هست که به بتونه سنگی معروف است .
زمان خشک شدن این بتونه کم و سنباده خوری بالایی دارد , ضمنا بعد از بتونه کاری پودر خیلی کمی از خود به جا می گذارد . اسپری های بتونه هم در بازار وجود دارد که البته استفاده از آن ها نیاز به مهارت بیشتری دارد .
برای رنگ کاری قطعات و پرداخت قطعه سه بعدی بهتر است ابتدا یک یا دو دست اسپری پرایمر به عنوان آستر روی کار زده شود سپس عملیات رنگ آمیزی را انجام دهید.
برای رنگ آمیزی می توانید از اغلب رنگ ها و اسپری ها استفاده کنید ولی رنگ های آکرلیک پوشش دهی بهتر و ماندگاری طولانی تری را نسبت به بقیه رنگ ها دارند و امکان خورندگی در آن ها به حداقل میزان خود است .
اگر می خواهید از اسپری های رنگی استفاده کنید بهتر است از اسپری های مخصوص رنگ آمیزی اتومبیل استفاده شود . این اسپری ها که معمولا هم ساخت کشور های خارجی می باشند دارای رنگ دانه های بهتری هستند و پوشش دهی مناسبی را برای سطح شما ایجاد می کنند .
صیقلکاری (پرداخت کاری) قطعه پرینت سه بعدی با روشی آسان
آموزش روشی ساده و کاربردی برای صیقلکاری محصول نهایی چاپ شده با پرینتر سه بعدی
یادم هست زمانی که در حال ساختن یک دیوایس Ruby (سنسور / کنترلر ترموستات هوشمند) بودیم، میخواستیم یک نمونه اولیه نمایشی از آن داشته باشیم. پس قطعات بدنه را با پرینتر سه بعدی چاپ کردیم ولی سطح رشتهرشته قطعه چاپ شده، خواستههای ما را برآورده نمیکرد. این امر باعث شد تا با کمی تحقیق بتوانیم به تکنیکی ساده برای صیقلکاری و پرداخت نهایی قطعات پرینت سه بعدی شده دستیابیم.
برای چاپ قطعه مورد نظرمان از یک پرینتر سه بعدی واقعا فرسوده (دست دوم) که جزء نسل اول پرینترهای سه بعدی محسوب میشد، استفاده کردیم. اگرچه کیفیت پرینت مورد قبول ما نبود اما با استفاده از تکنیکهای کاربردی توانستیم یک قطعه پرینت سه بعدی شده صیقلی داشته باشیم. زمانی که برای پرداخت «دو سطح قطعه» به کار بردیم در حدود دو ساعت شد.
هزینه خرید وسایل صیقلکاری هم اصلا به چشم نمیآید (کاغذ سمباده و واکس براقکننده) و پس از اتمام کار وسایل صیقلکاری تقریبا مصرفنشده هستند. برای پرداختکاری قطعه نیازی به استفاده از استون یا پوششدهندههایی مثل XTC–3D پیدا نکردیم، چون قطعه چاپی ما زوایای تیز یا چینهای قابل توجهی نداشت. این روش طراحی قطعه سه بعدی، علاوه بر اینکه روش ساخت را آسانتر و ایمنتر میکند، ارزانتر هم تمام خواهد شد.

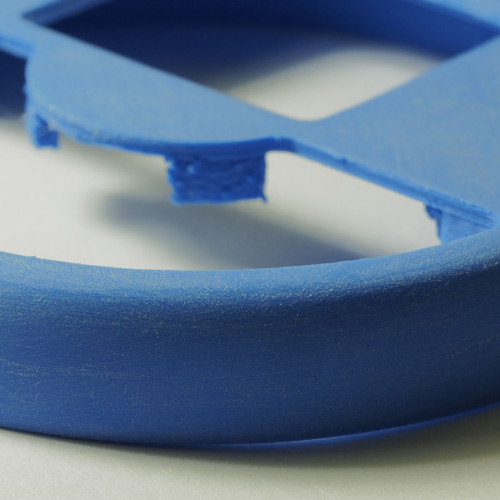
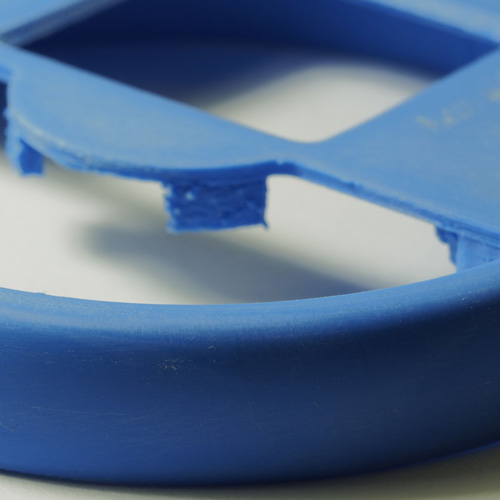
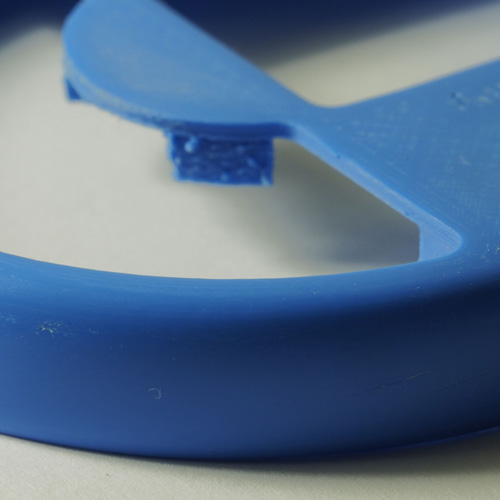
مدل سه بعدی فرمت CAD طراحی شده و قطعه پرینت سه بعدی چاپ شده با فیلامنت آبی برای شروع روش پرداخت. مدل نهایی با فیلامنت ABS سیاه چاپ شده است.
شروع با یک پرینت سه بعدی صحیح
برای اینکه صیقلکاری راحتتر و بهتری داشته باشید واقعا انجام یک پرینت سه بعدی درست، الزامی است. پس باید نکات مرسومی که برای پرینتر سه بعدی استفاده میشود را به همراه توصیههای زیر انجام دهید:
یک فیلامنت با کیفیت رنگ بالا و نزدیک به رنگ قطعه نهایی انتخاب کنید تا مجبور نشوید بعد از چاپ قطعه رنگکاری سنگینی انجام دهید.
کمترین ارتفاع لایهگذاری را برای پرینت استفاده کنید (در اغلب پرینترهای سه بعدی ۰٫۱ mm یا کمتر است). این امر بسیار مهم است چون اطمینان مییابید لایه اول پرینت در کمترین فاصله و بالاترین رزولوشن قرار دارد.
ما از یک صفحه فلزی تراشکاری وارونه استفاده کردیم تا بهترین سطح پرداختکاری را برای شروع کردن داشته باشیم.
یک چسب نواری کپتون (Kapton tape) برای فیلامنت ABS به کار ببرید تا از شر گرد و غبار و ذرات اضافه چسبیده به قطعه خلاص شوید. از محلولهای تمیزکاری مثلIPA هم برای حذف چربیهای باقیمانده میتوانید استفاده کنید.
برای کیفیت بهتر پرینت سه بعدی از سرعت چاپ پایینتری استفاده کنید. به طور معمول بهتر است تا حد امکان از چاپ قطعات در سرعت بالا خودداری شود.
چون صیقلکاری با کیفیتی را انجام خواهید داد، لایه رویین سطح برداشته خواهد شد. پس حتما در هنگام پرینت سه بعدی قطعه، ضریب تراکم داخلی (infill) نزدیک به ۱۰۰ درصد باشد.

ایجاد سطح ناهموار قطعه پس از پرینت سه بعدی با ارتفاع لایه بیشتر از ۰٫۱ میلیمتر. برای جلوگیری ناهمواری ارتفاع کمتر لایهگذاری در تنظیمانت پرینتر سه بعدی استفاده شود
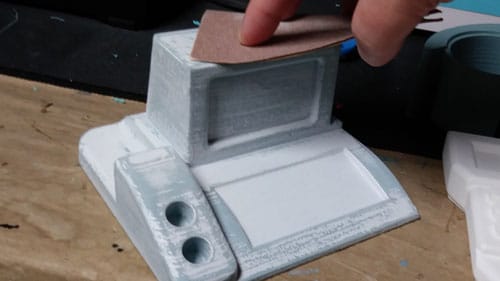
سمباده کاری قطعه پرینت سه بعدی شده
کاغذ سمبادهای با نمره دندانه ۵ تا ۶ پیشنهاد میگردد (کاغذ سمباده ارزان با دندانه ۱۰۰، ۲۴۰، ۴۰۰، ۶۰۰، ۱۵۰۰، ۲۰۰۰). برای شروع نمره ۱۰۰ را به کار ببرید و آنقدر پرداخت را ادامه دهید تا خطوط ناهماهنگ دیده نشود. استفاده از نمرههای بالاتر سمباده برای شروع کار، زمان پرداخت بیشتری از شما خواهد گرفت. بنابراین استفاده از کاغذ سمباده با نمره ۱۰۰ مهمترین مرحله برای از بین بردن پستی و بلندیهای قطعه پرینت سه بعدی شده است. حتما بعد از هر سمبادهکاری و قبل از افزایش نمره کاغذ سمباده، یکبار قطعه را بشویید تا از ذرات اضافه پاک شود. هنگام سمباده کاری، نور محیط کاملا مناسب باشد و در هر افزایش نمره کاغذ سمباده، روند صیقلکاری آرامی را دنبال کنید تا از ایجاد خراش عمیق روی قطعه جلوگیری شود.
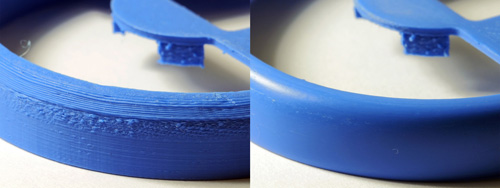
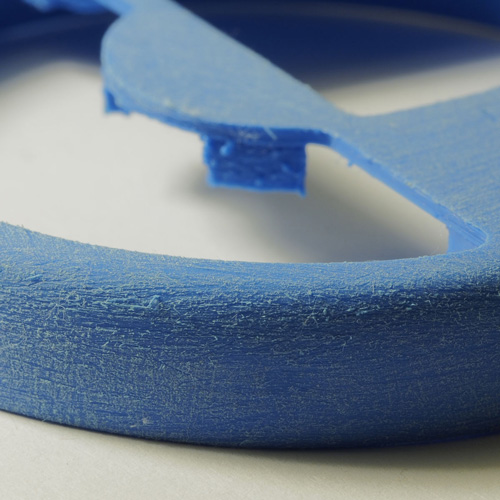
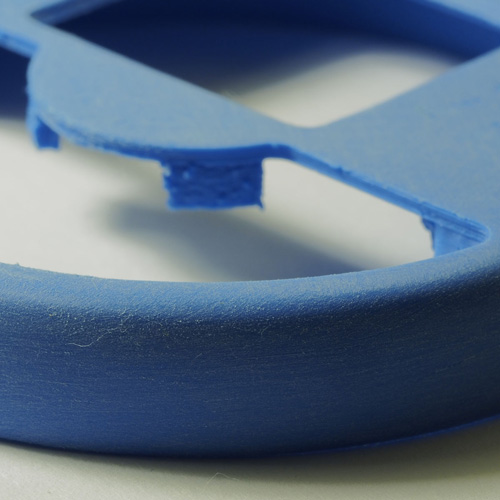
تا قبل از استفاده از نمره سمباده ۶۰۰ سطح قطعه خاکستری رنگ و خاکخورده به نظر میرسد، نگران نباشید؛ کار را آرام ادامه دهید، وقتی که از کاغذ سمباده ۶۰۰ یا بالاتر استفاده کنید، سطح کار کمکم تمیز و براق خواهد شد. مراحل را تا اتمام پرداخت با کاغذ سمباده ۱۵۰۰ ادامه دهید. اگر تمام مراحل را درست انجام داده باشید، قطعهتان سطحی صیقلی بدون رگههای اضافه خواهد داشت. حالا وقت استفاده از کاغذ سمباده نمره ۲۰۰۰ است. برای درک بهتر عکسهای زیر را مشاهده کنید.

در هر مرحله از سمباده کاری از رفع خلل و فرج سطح قطعه اطمینان یابید
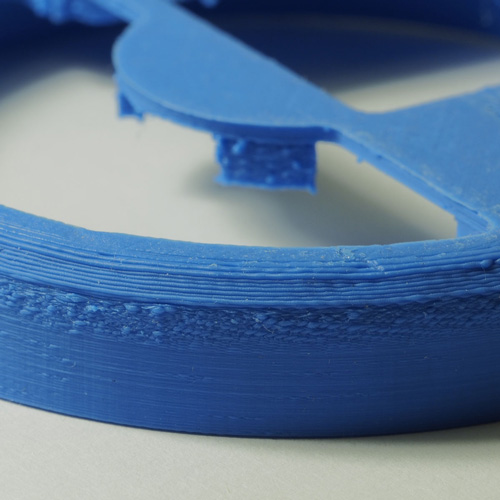
پرینت سه بعدی قطعه قبل از سمبادهکاری
سمباده با نمره ۱۰۰
سمباده با نمره ۲۴۰
سمباده با نمره ۴۰۰
سمباده با نمره ۶۰۰
سمباده با نمره ۱۵۰۰
سمباده با نمره ۲۰۰۰
رنگ قطعه پرینت سه بعدی شده (اختیاری)
قبلا گفتیم که برای جلوگیری از رنگکاری سنگین قطعه بهتر است از فیلامنت با کیفیت و در طیف رنگ دلخواه برای چاپ استفاده شود. اگرچه بعد از سمبادهکاری قطعه، استفاده از یک اسپری رنگ، کیفیت کار را دو چندان خواهد کرد. بهتر است قبل از شروع رنگزنی، کار با اسپری رنگ را کمی تمرین کنید و حتما دقت کنید که تهویه مناسبی در محل وجود دارد. پیشنهاد میشود قبل از رنگ کردن با اسپری دوباره کاغذ سمباده ۲۴۰ استفاده شود، شستشو انجام و قطعه کاملا خشک شود و یک کاغذ سمباده نمره بالاتری به کار رود (سطح، صیقل بیشتری خواهد داشت). حالا قطعه در بهترین شرایط رنگکاری قرار دارد. برای دانستن تکنیکهای رنگزنی و آسترکاری یک جستجوی ساده در گوگل کمک زیادی به شما خواهد کرد.
صیقلکاری نهایی (اختیاری)
برای اینکه نتیجه زحماتتان شما را شگفتزده کند، پیشنهاد میشود پولیش (صیقلکاری) نیز انجام شود. پولیشکاری چنان جلایی به قطعه شما میدهد که انگار با روش قالبگیری پلاستیک آنرا تولید کردهاید. اگر میخواهید قطعه را به عنوان یک محصول برای تبلیغات چندرسانهای استفاده کنید، پس انجام این کار یک الزام خواهد بود. بهتر است از دستگاههای دستی صیقلکاری که به فِرز مینیاتوری (حکاکی) معروف هستند، (Dremel handy) استفاده کنید. اگر هیچ تجربهای در استفاده از فرز حکاکی ندارید، قبل از صیقل قطعه، کمی در اینترنت دربارهاش جستجو کنید و با کمی تمرین، کار نهایی را انجام دهید؛ مبادا خراشی غیرقابل جبران به قطعه نازنینتان وارد شود!

پرینت سه بعدی فریم دیوایس RUBY به همراه سمبادهکاری و پولیش نهایی
اگر تمام مراحل بالا را صحیح انجام دهید، مطمئن باشید بدون هزینه خرید یک پرینتر سه بعدی گرانقیمت میتوانید قطعات باکیفیتی چاپ کنید.

روشهای پرداخت و پولیشکاری فیلامنت PLA
حتی بهترین پرینترهای سه بعدی FDM جهان نیز ممکن است اشیا را با ردی از خطوط لایه ها تولید کنند. این مقاله در مورد روش های مختلف پرداخت و صیقل کاری PLA اعم از حلال یا سمباده کاری و غیره است و راه را برای کسانی که مشتاق یادگیری حرفه ای هستند، باز می کند.
پرینت سه بعدی PLA خود را سنباده بزنید
تقریبا هر بار که برای صاف و هموار کردن PLA تلاش کنیم، نیاز به استفاده از تعداد قابل توجه ای کاغذ سنباده داریم. بهترین راه، استفاده از چند سنباده با درجه های متفاوت است. برای مثال با سنباده شماره ۲۰۰ شروع کنید و با ۴۰۰۰ به صاف کردن ادامه دهید. باید سنباده را به حالت دایره ای بر روی خطوط لایه های پرینت حرکت داد.
استفاده از نمره های متفاوت کاغذ سمباده در پرداخت فیلامنت pla
از ابزار قدرتمند و سنگین برای این کار استفاده نکنید زیرا تولید لرزش بالا توسط وسایل الکتریکی، باعث ذوب شدن پلاستیک و به هم ریختگی فرم مدل ها خواهد شد. حتی زمانی که به صورت دستی سنباده می زنید حواستان باشد به دمایی که امکان تخریب و ذوب اثر را دارد نزدیک نشوید. وسیله برقی برای سمباده فیلامنت PLA می تواند انواع فرزهای مینیاتوری باشد.
 بهترین نوع سنباده برای این کار نوع “ضدآب” یا “خشک/ خیس” است چرا که در صورت لزوم می توانید برای پایین آوردن دمای پلاستیک آن را خیس کنید. همچنین شما باید پس از پایان کار مدل پرینت سه بعدی خود را بشویید زیرا در پروسه سنباده زدن ذراتی ایجاد شده و به آن می چسبند (در فیلامنت مشکی یا سفید باعث کدر شدن قطعه نیز می شود).
بهترین نوع سنباده برای این کار نوع “ضدآب” یا “خشک/ خیس” است چرا که در صورت لزوم می توانید برای پایین آوردن دمای پلاستیک آن را خیس کنید. همچنین شما باید پس از پایان کار مدل پرینت سه بعدی خود را بشویید زیرا در پروسه سنباده زدن ذراتی ایجاد شده و به آن می چسبند (در فیلامنت مشکی یا سفید باعث کدر شدن قطعه نیز می شود).
مقاله مرتبط: صیقلکاری (پرداخت) قطعه پرینت سه بعدی شده با روشی آسان
یکی دیگر از مزیت های این کار این است که آب از تبدیل شدن ذرات پلاستیک به هوا و تنفس کردن آنها جلوگیری می شود. سنباده ضدآب را می توانید از آنجا تشخیص دهید که دانه های آن به جای آنکه قهوه ای یا بژ باشند به رنگ سیاه هستند.
با حلال پولیش pla روی قعطه را بپوشانید

در زمان پرداخت PLA، سنباده زدن به تنهایی باعث از بین رفتن خطوط لایه ها نمی شود. یکی از روش های کارآمد، استفاده از مواد ترکیبی پولیش است تا از طریق آن بتوانیم خطوط به جا مانده بین لایه ها را پر کنیم. در بازار حلال pla به آسانی یافت می شود.
البته مواد حلال متفرقه پولیش نیز همانند سنباده دارای درجه های مختلف هستند؛ این مواد عموما برای استفاده بر روی فلزات ساخته شده اند اما بر روی پلاستیک نیز به خوبی جوابگو هستند.
ابتدا مواد پولیش را بر روی چرخ بافر (فرز مینیاتوری) یا یک وسیله ی چرخشی دیگر بمالید و سپس آن را بر روی مدل پرینت سه بعدی خود استفاده کنید تا صاف و براق شود. به یاد داشته باشید که این کار نیز همانند سنباده زدن ایجاد اصطکاک و گرما می کند، پس استفاده از دوران بافر در سرعت پایین توصیه می شود.
نکته: حلالهای pla خورنده و سمی هستند، پس از حرارت دیدن یا تماس مستقیم با یا تنفس آن خودداری کنید. از حلال pla برای چسباندن قطعات پرینت شده هم استفاده می شود.
پولیشکاری پرینت سه بعدی با رنگ و افکتهای فانتاکروم:

یکی از بهترین روشها برای پولیشکاری قطعات PLA یا ABS یا هر نوع ترموپلاستیک متریال دیگر میباشد. در این روش حتی اگر کیفیت سطح هم چندان خوب نباشد میتوان آنرا ترمیم کرد. مزیت این شیوه عدم محدویت در طیف و نوع رنگ کاریست زیرا میتوان قطعه را کاملا رنگی یا رنگین کمانی یا تک رنگ صیقل و لعاب داد. در ایران نیز این خدمات به خوبی ارائه میشود و کافیست در اینترنت “رنگ فانتاکروم” را جستجو کنید تا شماره خدمات دهنده های این حوزه را پیدا کنید.

یکی دیگر از روش های پرداخت PLA استفاده از اسپری های پرایمر و رنگ (در ایران اسپری اپوکسی) است که نمونه های آن در ابزار فروشی ها موجود است. این اسپری روکشی نازک را می افشاند که به سرعت نیز خشک می شود. شما می توانید روی قسمت های خالی را بزنید تا تنها خطوط خالی مانده توسط اسپری رنگ پر شوند. این کار را تا زمانی که خطوط به صورت کامل پر شوند باید تکرار کنید.
اسپری اپوکسی برای نمونه سازی و صیقل کاری برخی قطعات خاص صنعتی بکار شما خواهد آمد و تقریبا سطح صافی برای رنگ آمیزی یکدستی را فراهم خواهد کرد. پس قبل از شروع رنگ قطعه، اسپری اپوکسی را یکدست روی قطعه بپاشید و پس از خشک شدن، قطعه را رنگ کنید.
نکته: هنگامی که از این دو روش استفاده می کنید، همیشه تلاش کنید اسپری پرایمر پلاستیک (اسپری آستر یا اپوکسی) و رنگ مکمل تولید یک شرکت باشند و یا فرضا رنگهای اکریلیک را با لعاب مینا یک جا استفاده نکنید؛ این کار احتمال ترک خوردن را در مدل پرینت سه بعدی شما بالا می برد و می تواند تمام زحمات شما را بر باد دهد. کلا اسپری اپوکسی بر خلاف روش فانتاکروم محدودیت دارد.

یکی دیگر از محصولات قابل ذکر XTC3D است که شرکت Smooth-On آن را تولید می کند(در بازار ایران، مشابه آنرا موسوم به اسپری دو کاره می توانید بخرید). این محصول از دو مایع استفاده می کند که یکی از آنها کاتالیزور دیگری است و ماده ای رزین مانند می سازد که می تواند به وسیله ی قلم مو بر روی پرینت سه بعدی کشیده شود. این پوشش خود به خود هیچ اثری از قلم مو بر روی جسم به جا نمی گذارد.
 این شرکت مدعی است که محصول آنها به هیچ وجه باعث ذوب شدن پلاستیک نمی شود ولی مخلوط رزین برای ساخته شدن نیاز به گرما دارد و نتیجه این که ماده ای هموار و سخت به دست می آید که هم میتواند برای پرینت سه بعدی استفاده شود و هم می توان به عنوان پوشش نهایی از آن بهره برد.
این شرکت مدعی است که محصول آنها به هیچ وجه باعث ذوب شدن پلاستیک نمی شود ولی مخلوط رزین برای ساخته شدن نیاز به گرما دارد و نتیجه این که ماده ای هموار و سخت به دست می آید که هم میتواند برای پرینت سه بعدی استفاده شود و هم می توان به عنوان پوشش نهایی از آن بهره برد.
حرارت دادن PLA هم بد نیست

یکی از روش های پرداخت PLA که چندان محبوب نیست، استفاده از ابزار گرمایشی موسوم به سشوار صنعتی یا هیت گان (heat gun) بر روی سطح جسم است. این روش نیاز به تمرین بسیار زیاد دارد؛ زیرا قطعا با درجه بالایی از حرارت سر و کار داریم که می تواند به نابودی جسم پرینت شده بیانجامد. سمباده کشی اولیه می تواند باعث بی حفاظ ماندن پلاستیک شود و کارهای بعدی را موثرتر می کند. کلید این کار این است که سشوار صنعتی را دور تا دور سطح جسم می چرخانیم و به یاد داشته باشید که هیت گان نباید بر روی یک نقطه متمرکز شود زیرا به آسانی باعث ذوب شدن آن می شود.
با اینکه PLA در حالت عادی بوهای سمی از خود منتشر نمی کند، استفاده از ابزار گرمایشی هیت گان باعث تولید گازهایی از پلاستیک نرم شده می شود. صرف نظر از اینکه شما از کدام روش برای پرداخت و صاف کردن پرینت سه بعدی استفاده می کنید، سعی کنید همیشه در مکان هایی با تهویه مناسب و با ماسک این کار را انجام دهید زیرا پلاستیک داغ شده، ذرات سمباده خورده، رزین، حلال و اسپری رنگ گازهایی مضر برای ریه ها و چشم و حتی پوست تولید می کنند.
صیقل نهایی چاپ سه بعدی PLA

همانطور که می دانیم یکی از راه های شناخته شده برای پرداخت و صاف کردن پرینت های سه بعدی ABS، قرار دادن آنها در محفظه ای پر از غبار “استون” گرم شده است. “استون” به ABS واکنش نشان می دهد و باعث ذوب شدن پلاستیک در حالتی بسیار آرام و کنترل شده می شود. نتیجه این کار ساخت یک مدل فوق العاده صاف و صیقلی است.
مقاله مرتبط: تکنیکهای پولیشکاری فیلامنت ABS پرینتر سه بعدی
متاسفانه این روش بر روی فیلامنت PLA پاسخگو نیست زیرا واکنشی نسبت به استون نشان نمی دهد. برخی از مواد شیمیایی دیگر نیز می توانند همین فرایند را انجام دهند اما تهیه آنها دشوار و کار با آنها بسیار خطرناک و سمی است (پس در این مقاله نامی از آنها نمی بریم).

شرکت Polymaker که به خاطر تولید مواد صنعتی و محصولات مکمل حوزه پرینترهای سه بعدی معروف است، از راه حل خود برای صیقل و پرداخت اجسام پرده برداشته و آن را Polysher مینامد. آنها با استفاده از فرمول اختصاصی خود قطعه چاپگر سه بعدی را در محفظه ای کاملا مهر و موم شده و مملو از ایزوپروپیل الکل قرار می دهند تا غبار اطراف جسم آن را صاف و هموار کند. جسم پرینت شده داخل محفظه با مه الکل غباراندود شده و با آن واکنش نشان می دهد و در صورت لزوم ذوب می شود. این فرآیند هر چه بیشتر طول بکشد، جسم بیشتر صیقل می خورد. پس از پایان کار سطح جسم حالتی چسبنده دارد، پس بهتر است حدود نیم ساعت به آن دست نزنید. انجام این کار ظاهر نهایی شی پرینت شده را بسیار بهتر می کند.
جمع بندی پرداخت و پولیشکاری فیلامنت PLA
چاپ سه بعدی تر و تمیز، همیشه نیاز به کار بیشتری دارد. معمولا سنباده، قطعه را به تنهایی پرداخت و پولیش نهایی کرده یا آن را برای مراحل بعدی آماده تر خواهد کرد. مهم نیست کدام روش را انتخاب می کنید، همیشه باید مراقب مراحل مختلف پرداخت و صیقل خوردن جسم باشید.
به هر حال در تمامی روش ها، بخش هایی از پرینت سه بعدی شما حذف میشود. لبه های تیز، کند می شود و کار کردن در اطراف جزییات بسیار سخت است. اگر طراحی خود را به صورت قطعه های جدا از هم انجام دهید؛ می توانید هر بخش را به روش مناسب خودش صیقل زده و در نهایت با سر هم کردن تمام قطعات، جسم پرینت شده بسیار صاف و تمیز و حرفه ای به دست بیاورید. مهم نیست که کدام روش را انتخاب می کنید، تنها با کمی کار، شما به نتیجه ای می رسید که اصلا مشخص نمیکند که مدل تولیدی شما با یک پرینتر سه بعدی ارزان قیمت ساخته شده است!

تکنیکهای پولیشکاری فیلامنت ABS با حلال استون
اغلب در چاپ سه بعدی پلاستیک، خطوط لایه ها دیده می شوند، اما اگر با روشهایی سطح مدل صاف و صیقلی شود چطور؟! پولیش به وسیلۀ محلول استون، گزینه نهایی برای صیقلی کردن پرینت سه بعدی است. ما در این مقاله، روشهای استفاده از حلال استون برای پرداخت و صیقل کاری پرینت سه بعدی ABS مقایسه میشوند و اثرات آن روی فیلامنت PLA هم بررسی میشود.
- روش استاندارد پولیشکاری بخار استون
- شیوه دمیدن در محفظه: fan in glass
- شیوه محفظه محصور پلاستیکی: lined bucket
- شیوه ترکیبی: Combination
در این آموزش تمرکز روی فیلامنت ABS است ولی در کنار آن ترموپلاستیک PLA را نیز با محلول Aceton آزمایش کردیم؛ گرچه اعتقاد بر این است که PLA نسبت به استون واکنشی نمیدهد (که البته صحیح است) ولی ما فکر کردیم یکبار امتحان کردنش ضرر ندارد! (آموزش روشهای پولیشکاری فیلامنت PLA)
یکی از مواردی که چاپگرهای سه بعدی FDM برخی اوقات با آن مواجه میشوند، عدم صاف و صیقلی بودن سطح کارقطعه ساخته شده است؛ مشکلی که در شیوۀ سنتی تزریق قالبی وجود ندارد. در پرینت سه بعدی، سطح نهایی مدل اغلب مات و زبر است و خطوط لایه ها به چشم میآیند (با توجه به حجم هندسی مدل و متریال پلاستیک انتخابی). یکی از روشهای متداول برای خلاص شدن از شر خطوط سطح قطعه این است که مدل را آنقدر سمباده می زنند (آموزش پولیشکاری پرینت سه بعدی با کاغذ سمباده) تا صاف شود. با این حال، در این روش برای دستیابی به سطحی هموار و یکدست به زمان زیادی نیاز دارید.
روش دیگری که نه تنها در سرعت بلکه در دقت نیز نتیجۀ بسیار بهتری دارد، پرداختکاری به وسیلۀ حلال استون است؛ متداولترین متریال برای این محلول همانطور که میدانید فیلامنت ABS میباشد.
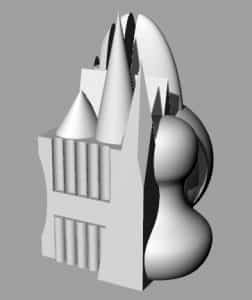
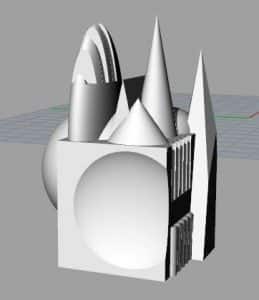
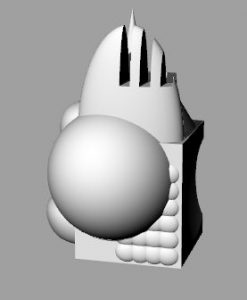
برای سنجش دقیق و تأثیر متفاوت حلال روی سطوح متنوع، از دو مدل با سطوح هندسی متفاوت و پیچیده استفاده کردیم. مدل فرمهای هندسی زیر را دارد:
- مخروط
- هرم
- حجم مقعر
- کروی
- چهارگوش
- حجم اندام مانند
- منشور
- فرورفتگی و برآمدگی
۱- پولیش استون با محفظه شیشهای

Acetone 3D Print Smoothing – Acetone vapor polishing
اولین روش که متداولتر و سادهتر بوده و با کمک محفظه ای شیشه انجام میشود، تصمیم گرفتیم فرآیند پولیش را روی مدل سه بعدی BuddaYoda با فیلامنت ABS به شما نشان دهیم.
وسایل لازم
ما طرحی ساده و خانگی برای این کار تدارک دیده ایم. در زیر وسایل مورد نیاز برای این کار را میبینید:
• حوله کاغذی آشپزخانه
• یک گلدان شیشه ای شفاف (از پارچ شیشه ای هم می توان استفاده کرد)
• آهن ربا (حداقل شش عدد)
• یک بشقاب
• یک نعلبکی یا زیرگلدانی (یا هر چیزی که به عنوان سکو عمل کند)
• محلول Aceton
اختیاری:
• فویل آلومینیوم
هشدار خطر!
- حلال استون یک ابزار عالی است که در کارهایی مانند تمیز کردن Hot End پرینتر یا جوش دادن دو قطعه به هم کارایی دارد؛ با این حال، باید بدانید که در صورت استفادۀ نادرست، استون میتواند بسیار خطرناک باشد.
استون قابل اشتعال است. بنابراین، در نزدیکی آتش یا چیزی که می تواند باعث جرقه شود استفاده نشود. همچنین، حتماً در مکانی با تهویۀ مناسب کار کنید؛ چون اگر بخار آن را تنفس کنید، می تواند باعث سردرد، سرگیجه و گلودرد شود.
دستکش هم فراموش نشود تا از تماس با سطح پوست جلوگیری گردد.
مراحل پولیشکاری استون:


حالا که همۀ وسایل لازم را فراهم کرده اید، بالاخره می توانید مدل سه بعدی خودتان را با استون پولیش کنید.
- بشقاب را با آب پر کرده و نعلبکی را برعکس روی آن قرار دهید، به طوری که طرف صاف به سمت بالا باشد. ما از یک لایه فویل آلومینیومی هم در این قسمت استفاده می کنیم تا از چسبیدن مدل و برخورد آن با بستر جلوگیری شود. هدف از آب ریختن در بشقاب این است که وقتی محفظه شیشهای از دهانه اش (حاوی استون و قطعه) را در کف بشقاب قرار دادیم، از خروج بخار استون جلوگیری کند).
- با کمک آهن ربا، حوله های کاغذی را به داخل گلدان بچسبانید. سپس حوله های کاغذی را با ریختن مقدار کمی استون و تکان دادن گلدان خیس کنید. همۀ قسمت ها باید مرطوب شود.
- مدل چاپی سه بعدی را بر روی سکو (نعلبکی) قرار دهید و به آرامی گلدان را وارونه کرده و روی آن قرار دهید. توجه به این نکته مهم است که آب درون بشقاب باید باعث مهر و موم آن شود تا Aceton نشت نکند. در ابتدا، چند حباب به سطح آب می آید که طبیعی است و نباید نگران شوید.
- حالا فقط باید صبر کنید تا خطوط لایه ها از بین بروند. این امر می تواند بین نیم ساعت تا چند ساعت طول بکشد. در مورد مدل BuddaYoda کمی کمتر از دو ساعت طول کشید. اگر گلدانی شفاف انتخاب کرده باشید، بدون نیاز به حدس زدن یا تکان دادن گلدان می توانید روند پیشرفت پولیش کاری را به سادگی ببینید (البته در جایی که حولۀ کاغذی وجود ندارد).
- وقتی از صاف بودن مدل احساس رضایت کردید، می توانید گلدان را با دقت برداشته و مدل سه بعدی را از روی سکو خارج کنید. آن را روی چیزی قرار دهید که به استون واکنش نشان ندهد. توصیه می کنیم برای این کار از یک پرینت PLA خراب شده استفاده کنید؛ ترجیجاً از موردی که در اواسط پرینت متوقف شده و دارای یک سطح صاف با پرشوندگی بالا است به عنوان یک سکوی ضدچسبندگی استفاده کنید.
- مرحلۀ آخر این است که اجازه دهید تمام استون موجود روی مدل خشک شود. گاهی اوقات این اتفاق یک روزه رخ می دهد اما برای پرداخت کامل ممکن است چند روز زمان ببرد. هنگامی که پرداخت مدل کامل شود، شما یک مدل پرینت سه بعدی دارید که شبیه به قطعات تزریق قالبی است!

۲- روش دمیدن در محفظه یا fan in glass:
مفهوم این تکنیک در حداکثر کردن استفاده از استون با وزش دائمی دورانی در محفظه محصور است. پس تنها مقدار کمی استون کافی است و در مصرف حلال گرانقیمت استون صرفه جویی میشود. همچنین وزش دورانی کلیه سطوح را به یکسان پولیش خواهد کرد.

وسایل مورد نیاز پرداختکاری استون با محفظه دمنده:
هر محفظه ای که امکان محصور شدن کامل را داشته باشد و به اندازه کافی برای جای گیری مدل شما بزرگ باشد. مثلا بطرهای بزرگ PET (بطری آب معدنی) یا بطری شیشه ای بزرگ
پنبه / دستمال کاغذی / حوله کاغذی
دستمال حاوی حلال استون برای احاطه کردن مدل درون محفظه به کار می رود: با این کار جذب و بازپخش استون روی مدل به آرامی صورت میگیرد. پیشنهاد میشود از حوله کاغذی استفاده کنید زیرا دوام بیشتری دارند در حالی که پنبه و دستمال کاغذی به سرعت بیشتری تحلیل میروند.
استون به میزان کافی (دقت کنید که وقتی اولین مرتبه بطری ذخیره استون را باز میکنید کاملاً وکیوم شود وگرنه در چشم بر هم زدنی حلال ناپدید میشود!
مدل سه بعدی پرینت شده بدون پرداخت
فن کوچک کامپیوتر و کابل مرتبط



روش ساخت:
- سر و قاعده بطری PET را برش دهید، طوری که حالت لوله یا tube پیدا کند.
- فن را طوری بالای بطری اتصال دهید که کاملا در معرض مدل پرینت شده قرار گیرد.
- قاعده بطری را با کاغذ حوله ای کاملاً مسدود کنید.
- کاغذ حوله ای را با استون خیس کنید.
- ته بطری حاوی حوله استونی را بالای بطری (در محل فن) چفت کنید.
- بطری را بلند کرده و قطعه پرینت شده را درون آن روی سطح کار قرار دهید.
- فن را روشن کنید.

بسته به فرم مدل تا چند ساعت هم نیاز میشود. هر یکساعت یا کمتر نگاهی به فرآیند کار بیندازید.
نتیجه پولیشکاری پرینت سه بعدی با روش دمیدن در محفظه:
فیلامنت ABS:
مرتبه اول: پس از سه ساعت قرارگیری قطعه در بطری، اتفاق خاصی صورت نگرفته است. تغییر جزیی است و سطح چندان صیقل نیافته است و درخشندگی ناچیز است. علت در محصور نبودن کامل محفظه است، دقت کنید دو سر بطری باید کاملاً محصور باشند، طوری که استون تبخیر نشود.
مرتبه دوم: با چفت و بست کردن کامل بطری یکبار دیگر آزمایش تکرار شد که تغییر و درخشندگی قابل قبولی حاصل گردید.
فیلامنت PLA:
هیچ تغییری صورت نگرفت!
۳- روش محفظه محصور یا lined bucket:
مفهوم این تکنیک در حداکثرسازی تزریق استون روی قطعه با احاطه کامل آن است. در این شیوه میزان بیشتری استون برای افزایش فشار حل شدن استفاده میشود.



روش ساخت:
- دو بطری PET با اندازه مناسب را از ته برش دهید.
- از یک قاعده بریده شده برای قرار گرفتن کاغذ حوله ای حاوی استون استفاده کنید.
- قاعده دوم را دمر کرده و قطعه را در فرورفتگی مرکزی قرار دهید.
- قاعده اول بریده را روی قاعده بطری بریده حاوی قطعه چفت کنید.
- چند ساعت زمان برای اتمام فرآیند نیاز است.



نتیجه پولیشکاری پرینت سه بعدی با روش محفظه محصور:
فیلامنت ABS:
پس از سه ساعت و نیم قرارگیری قطعه در استون، نتیجه کار رضایتبخش است: علاوه بر اینکه استون به میزان نسبتا کافی باقیمانده است، رگهها و ناصافی های لایه گذاری پرینتر سه بعدی نیز تقریباً از بین رفته است. سطح بافت صیقلی و مانند روش قالبگیری تزریقی گشته است.
نکته: بخشهای نوک تیز یا زاویه دار، به علت استون زیاد به حالت کروی تغییر یافته اند.
نکته: البته در فرورفتگیهای با عمق زیاد و ضخامت کم، صیقل خیلی نیست چون جریان استون قادر به ورود به این بخشها به خوبی دیگر جاها نشده است. تفاوت روش دمیدن (فن) با این شیوه در همین جاست؛ به علت جریان شدیدتر باد فن، بخشهای ظریف نیز بهتر در معرض حلال قرار میگیرند.
دقت کنید پس از اتمام پولیش با استون، قطعه به مدت ۲ ساعت در معرض هوای آزاد قرار گیرد و کمتر لمس شده یا فشار داده شود، چون بافت سطحی هنوز حاوی استون بوده و نرم است.
فیلامنت PLA:
پس از سه ساعت و نیم انتظار تغییر خوبی ندیدیم، تنها یک لایه لزج روی قطعه ایجاد شد!
نکته: اگر پس از چاپ یک قطعه با فیلامنت ABS، قصد رنگ کردن آنرا دارید؛ توصیه میکنیم حتما قبل از شروع رنگکاری، از اسپری اپوکسی استفاده کنید (تمام رنگ فروشیهای بازار ایران آنرا دارند). اپوکسی باعث میشود سطح کار یکدست شده و رنگ به صورت صیقلی روی قطعه قرار گیرد و از ترک خوردگی یا کپه شدن جلوگیری شود.
۴- روش ترکیبی یا Combination:
در این تکنیک، دو شیوه قبل را با یکدیگر ترکیب کرده تا نتیجه را بررسی کنیم. در این حالت میزان استون زیاد و جریان باد حاوی حلال به صورت دورانی روی قطعه وزیده میشود.








روش ساخت:
- دو بطری PET را از ته برش دهید.
- بخش بریده شده اول برای قرارگیری حوله استون و فن به همان حالتی که قبلاً گفتیم، استفاده شود.
- بخش بریده دوم برای قرار دادن حوله کاغذی استون در کل بخش استوانه و تقریباً کف (در مرکز کف جای خالی برای قرار دادن قطعه باشد) استفاده شود.
- دو بخش را با قطعه درونش در هم چفت کنید
- فن را روشن کنید.
- هر یک ساعت یا کمتر به قطعه نگاهی بیندازید.




نتیجه پولیشکاری پرینت سه بعدی با روش ترکیبی:
فیلامنت ABS:
پس از ۶ ساعت پولیش استون، متوجه شدیم که میزان بسیار کمی استون باقیمانده است. نتیجه کار نیز با روش محفظه محصور کمی تفاوت دارد. در حالی که روش محفظه محصور، سطح یکنواخت در اکثر بخشها و کمی ناصافی در قسمتهای ظریف باقی میگذارد، روش ترکیبی تمامی قسمتها را به طور یکسان پولیش کرده است ولی درخشندگی آن نسبت به حالت محفظه محصور کمتر بوده و زمان زیادتری هم صرف شده است؛ علت میتواند نشتی محفظه باشد.
نکته: مثل روش محفظه محصور در تکنیک ترکیبی نیز زوایای تیز به حالت پخ تغییر شکل داده ند.
فیلامنت PLA:
در روش ترکیبی، تغییری جزیی روی برخی سطوح قطعه ایجاد شده و در کل رضایتبخش نیست. برخی قسمتها نیز حالت لزج پیدا کرده اند.
آزمایش دقیقتر فیلامنت PLA:
- غوطه ور کردن کامل قطعه PLA در محفظه حاوی حلال استون: پس از سه ساعت جذب مایع استون، سطح قطعه فیلامنت PLA تغییر چندانی نکرده است. تنها تفاوت آشکار، انعطاف پذیرتر شدن قطعه است (کشسانی بیشتر). یعنی میتوانید کمی آنرا فشرده کرده و مشاهده کنید که بافت دوباره به حالت اول برمیگردد. بنابراین اتصال لایه ها کمتر شده و قطعه شکننده تر است. وقتی به طور کامل از تبخیر استون از بافت این قطعه مطمئن شدیم، مشاهده کردیم که سطح مدل کمی بدتر از قبل شده و حالت شنی پیدا کرده است!
- پوشاندن سطح قطعه PLA با لاک پاک کن ناخن: سطح درخشان شده ولی رگهها هنوز باقیست و حالت بی کیفیتی دارد.


نکات کاربردی پولیش حلال استون:
- محفظه ای کاملاً محصور را استفاده کنید (از جنس شیشه یا PET). در صورت استفاده از محفظه نشتی دار،اگر فن استفاده کنید، میزان بیشتری هدر رفت استون داشته و نتیجه پولیش نیز بدتر میشود.
- محفظه به اندازه کافی جادار باشد تا از برخورد و تماس قطعه با دیواره های محفظه جلوگیری شود.
- اگر میخواهید از فن استفاده کنید، مطمئن شوید که نشتی وجود ندارد. در حالت محصوری کامل، نتیجه خوبی خواهید گرفت.
- فرمهای نوک تیز پس از دریافت استون، ساییده شده و کروی میشوند، مخصوصاً مستعد دفورمه شدن هستند؛ چون زمان زیادتری برای سخت شدن دوباره نیاز دارند.
- سطح قرار دهی قطعه باید کاملاً صاف و صیقلی باشد تا از چسبندگی قطعه جلوگیری شود.
- استون برای فرمهای کروی یا حلقوی بسیار مناسب است.
-
حجمهای هندسی بسیار پیچیده و شلوغ با زوایای نوک تیز، امکان ناصاف شدن، موجی شکل شدن یا دست انداز پیدا کردن را دارند.
- نکات ایمنی را که در بخش هشدار اول مقاله توضیح دادیم را فراموش نکنید

چگونه فیلامنت طرح فلز را پولیشکاری کنیم





وسایل مورد نیاز برای پرداختکاری فیلامنت فلز:
اولین و مهم ترین چیزی که نیاز دارید، تهیه کردن فیلامنت فلزی مرغوب برای چاپ سه بعدی است. برند های تجاری کمی برای انتخاب وجود دارند ولی برخی از آنها مانند ColorFabb مشهور و معتبر هستند (در بازار ایران محدودیت بیشتری دارید). در حال حاضر، این شرکت چهار مدل مختلف از فیلامنت های فلزی را عرضه می کند:
- ColorFabb SteelFill (فولادی)
- ColorFabb BronzeFill (برنزی)
- ColorFabb BrassFill (برنجی)
- ColorFabb CopperFill (مسی)
به غیر از خود متریال، لوازم دیگری که برای پرداخت نهایی نیاز دارید عبارتند از:
- کاغذ سمباده (درجه های مختلف از 150 تا 450)
- سیم سمباده فولادی یا سیم ظرفشویی (درجه های مختلف)
- حلال پولیش فلز براسو (Brasso Metal Polish)
- اسپری اکریلیک یا اپوکسی
دستورالعمل پولیشکاری فیلامنت طرح فلز:
حالا که قطعه خود را با فیلامنت متال چاپ کرده اید و وسایل محیا شده، وقت آن رسیده که پولیشکاری را شروع کنیم؛ اما ابتدا، اجازه بدهید چند نکته در مورد بهینه سازی فرآیند پرینت با این متریال را ذکر کنیم:
1- از آنجا که فیلامنت فلزی دارای ترکیبی سنگین از شبه پودر فلز است، این متریال می تواند به نازل پرینتر سه بعدی آسیب وارد کند. بنابراین، اگر نازلی با کیفیت بهتر و مقاوم در برابر سایش دارید بهتر است از آن استفاده کنید. مقاله «راهنمای جامع انواع نازل هد و اکسترودر» به شما در انتخاب بهترین جنس نازل برای چاپ متریال شبه فلز چاپگر سه بعدی کمک میکند.
2- در ضمن برای جلوگیری از ایجاد گرفتگی توسط فیلامنت، باید مقدار ریترکشن یا بازکشش (retraction) را به وسیله نرم افزار اسلایسر کاهش دهید (مقاله «RETRACTION در چاپگر سه بعدی چیست» را مطالعه کنید). به علاوه، از آنجا که این متریال سنگینتر از فیلامنت PLA است، اغلب در چاپ برآمدگیها و اتصالات دچار ضعف می شود. برای حل این مشکل می توانید تعداد برآمدگیها را کاهش دهید و ارتفاع لایه گذاری را روی 0.1 و یا حتی کمتر تنظیم کنید.
نکته: اگر اولین بار است که پولیشکاری را تجربه میکنید، پیشنهاد میشود روی یک مدل سمپل اینکار را تمرین کرده و سپس به سراغ قطعات اصلی و حساس خود بروید.
اکنون شروع پرداختکاری:
زمانی که جسم فلزی را پرینت کردید، اولین مرحله در پرداخت نهایی سمباده زنی است. کار خود را با کاغذ سمباده درجه 150 شروع کنید تا خطوط لایه ها را محو کنید و سپس برای صیقلی کردن سطوح از درجه های 300 و 450 استفاده کنید.
در این نقطه، پرینت سه بعدی شما باید صاف و صیقلی باشد اما هنوز درخشندگی ندارد. سیم سمباده فولادی یا سیم ظرفشویی کمک می کند تا ذرات فلزی را از پرینت خود بیرون بیاورید و همچنین براقی متالیکی که به دنبال آن هستید به دست بیاید. کار خود را با سیم ظرفشویی زبر شروع کنید و به تدریج از سیم های نرم تر استفاده کنید. در اینجا، پرینت طرح فلزی شما دارای درخشندگی به صورت متالیک است.
اگر می خواهید یک قدم جلوتر بروید و حسی روستایی و قدیمی به پرینت سه بعدی خود بدهید، می توانید آن را به وسیله «محلول پولیش فلز براسو» اکسیداسیون کنید. این ماده اکسید کننده مبتنی بر آمونیاک باعث می شود پرینت شما تحت تاثیر نوعی واکنش شیمیایی قرار بگیرد.
به سادگی نقاطی که می خواهید اکسید شوند را مشخص کنید و پولیش براسو را بر روی آنها اعمال کنید. ظاهر شدن نتیجه اکسیداسیون حدود 30 تا 45 دقیقه طول می کشد. این ماده می تواند برای سلامت مضر باشد، بنابراین در زمان استفاده از آن مراقب باشید (دستکش، ماسک و تهویه مناسب و دور از حرارت).
نکته: به جای «محلول براسو» میتوانید از ترکیب «سرکه و نمک» برای اکسیداسیون قطعه پرینت استفاده کنید.
 پس از پایان اکسیداسیون پرینت، می توانید از سیم سمباده کاری برای اصلاح یا از بین بردن بعضی تاثیرات اضافه استفاده کنید. در نهایت، از اسپری اکریلیک یا اپوکسی برای ثابت کردن اکسیداسیون بر روی جسم استفاده کنید. همانطور که میبینید، با انجام چند فرآیند ساده در پرداخت نهایی، می توانید مدل پرینت سه بعدی خود را به یک اثر عتیقه متالیک تبدیل کنید.
پس از پایان اکسیداسیون پرینت، می توانید از سیم سمباده کاری برای اصلاح یا از بین بردن بعضی تاثیرات اضافه استفاده کنید. در نهایت، از اسپری اکریلیک یا اپوکسی برای ثابت کردن اکسیداسیون بر روی جسم استفاده کنید. همانطور که میبینید، با انجام چند فرآیند ساده در پرداخت نهایی، می توانید مدل پرینت سه بعدی خود را به یک اثر عتیقه متالیک تبدیل کنید.
پولیش و پرداخت قطعات پرینتر های سه بعدیFDM
پرینتر سه بعدی FDM (فیلامنتی) یکی از به صرفه ترین و سریع ترین ابزارآلات موجود برای نمونه سازی است ولی زمانی که از این تکنولوژی برای پرینت سه بعدی قطعاتتان استفاده می کنید بر روی سطح قطعه خطوطی که ناشی از لایه لایه تولید شدن قطعه می باشد نمایان می گردد بنابراین پرداخت و پولیش یک امر مهم در تولید قطعات با استفاده از پرینتر های سه بعدی FDM (فیلامنتی) می باشد.از طرفی برخی روش های پولیش و پرداخت می توانند استحکام قطعات را نیز افزایش دهند.
در این بخش به بررسی متداول ترین روش های پرداخت و پولیش قطعات تولید شده با تکنولوژی پرینت سه بعدی FDM (فیلامنتی) می پردازیم.

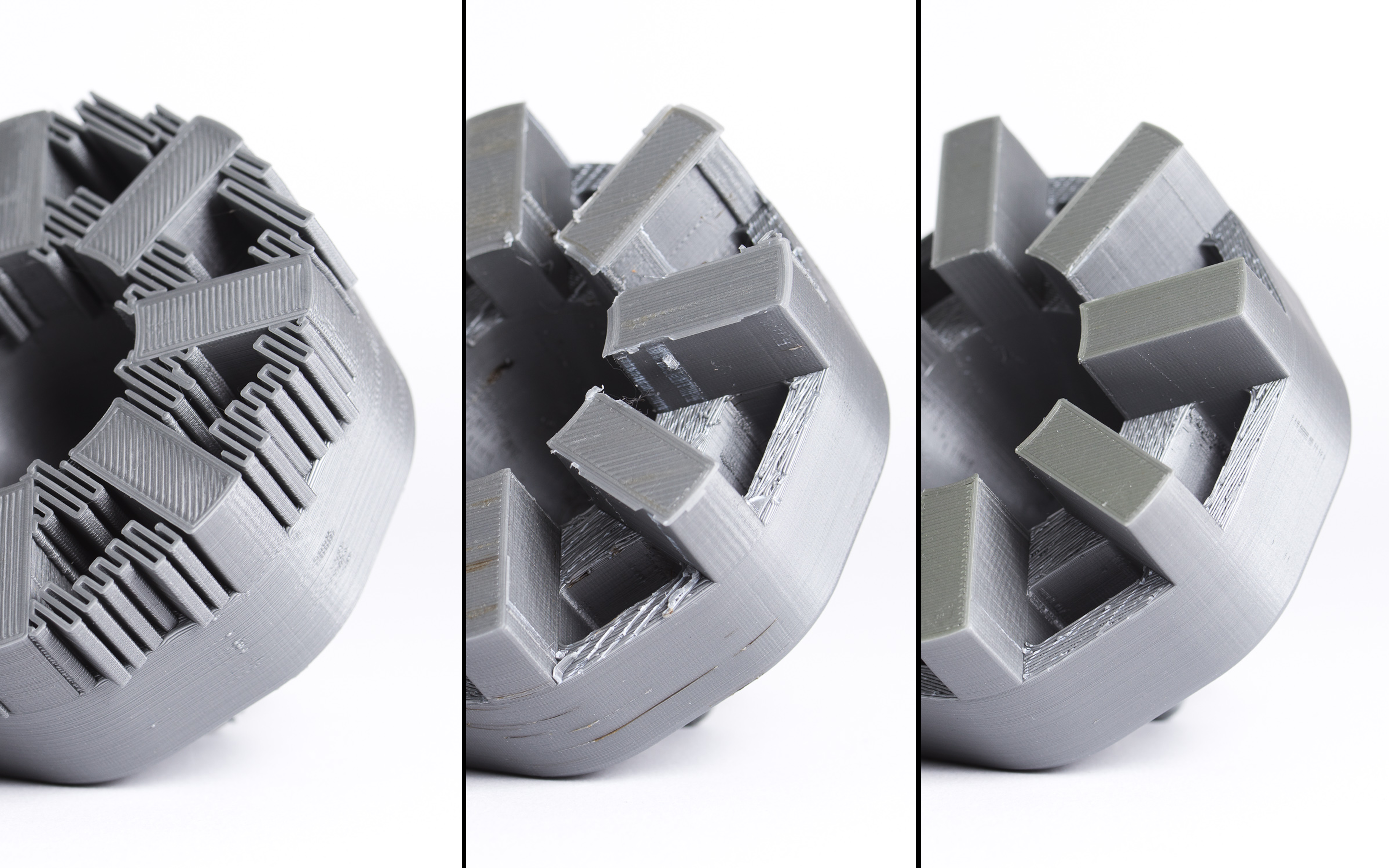
پرداخت و پولیش قطعات تولید شده با پرینتر سه بعدی FDM (فیلامنتی) (از راست به چپ): جوش سرد، استفاده از قیلر، قطعه بدون پرداخت، سمباده شده، پولیش شده، رنگ شده و پوشش اپوکسی داده شده.
جدا کردن ساپورت
جدا کردن ساپورت ها معمولا اولین قدم پرداخت و پولیش قطعات تولید شده با تکنولوژی های پرینت سه بعدی نیازمند به ساپورت برای تولید دقیق قطعات می باشد.ساپورت ها معمولا به دو دسته تقسیم می شوند؛ استاندارد و قابل انحلال. جدا کردن ساپورت ها یک مرحله اجباری برای رسیدن به قطعه نهایی است و بر روی افزایش کیفیت سطح تاثیری ندارد.
جدا کردن ساپورت های استاندارد از قطعات پرینت سه بعدی شده با تکنولوژی پرینت سه بعدی FDM (فیلامنتی)
ابزارهای مورد نیاز
-دم باریک
-ستِ ابزارهای دندانپزشکی
فرآیند: معمولا ساپورت ها با فشار کمی از قطعات تولید شده با پرینتر های سه بعدی FDM جدا می شوند و جدا کردن ساپورت ها در نقاط با دسترسی محدود می تواند با دم باریک و یا ست دندانپزشکی صورت گیرد. انتخاب زاویه مناسب برای پرینت قطعه و همچنین جا نمایی مناسب ساپورت ها می تواند اثر آن ها بر کیفیت سطح قطعه را به میزان قابل توجهی بهبود بخشد.
نقاط قوت
+هندسه قطعه را تغییر نمی دهد.
+بسیار سریع هست.
نقاط ضعف
-اثر خطوط لایه ها و همچنین ضعف های کیفیت سطح قطعه را بهبود نمی دهد.
-اگر اضافات ساپورت ها بر روی قطعه بمانند کیفیت سطح و دقت قطعه را کاهش می دهند.
| کیفیت سطح | ★ ☆ ☆ ☆ ☆ |
| تولرانس | ★ ★ ☆ ☆ ☆ |
| سرعت | ★ ★ ★ ★ ☆ |
| مناسب برای | همه ی ترموپلاستیک های قابل پرینت با تکنولوژی FDM |
ساپورت های انحلال پذیر
ابزارهای مورد نیاز:
-مخزن نگهداری حلال
-حلال
-حمام الترا سونیک (اختیاری)
فرآیند: ساپورت های قابل انحلال با قرار دادن قطعه در حلال مناسب تا حل شدن کامل ساپورت ها از قطعه جدا می شوند. نکته مهم در استفاده از این نوع ساپورت پشتیبانی پرینتر سه بعدی شما از تولید همزمان حداقل دو ماده می باشد.این ساپورت ها معمولا از جنس های زیر تولید می شوند.
HIPS (معمولا به عنوان ساپورت برای پرینت سه بعدی قطعات از جنس ABS استفاده می شود.)
PVA (معمولا به عنوان ساپورت برای پرینت سه بعدی قطعات از جنس PLA استفاده می شود.)
HydroFill ( معمولا به عنوان ساپورت برای پرینت سه بعدی قطعات از جنس ABS یا PLA استفاده می شود.)
برای نگهداری آب لیمو می توانید از شیشه مربا استفاده کنید و برای نگهداری آب هر ظرف غیر متخلخلی کار را انجام می دهد.
برای قطعات پرینت سه بعدی شده از جنس ABS به عنوان قطعه اصلی و HIPS به عنوان ساپورت، غوطه ور کردن قطعات در محلول یم به یم آب لیمو و الکل ایزوپروپیل برای انحلال سریع قطعات مناسب است. سایر ساپورت های قابل انحلال مانند PVA یا Hydrofill معمولا به سادگی در آب لوله کشی حل می شوند.
نکته ای برای کاربران حرفه ای: برای افزایش سرعت انحلال این نوع از ساپورت ها می توانید از حمام التراسونیک استفاده کنید، همچنین عوض کردن حلال پس از آن که از ساپورت حل شده اشباع می شود سرعت را افزایش می دهد. استفاده از حلال گرم (نه داغ) نیز می تواند در شرایطی که حمام التراسونیک در دسترس نباشد فرآیند را تسریع بخشد.
نقات قوت
+اجازه تولید هندسه های پیچیده ای را به شما می دهد که پرینت سه بعدی آن ها به روش FDM با ساپورت های استاندارد امکان پذیر نمی باشد.
+کیفیت سطح مناسبی را در جاهایی که ماده ساپورت به قطعه متصل شده ایجاد می کند.
نقاط ضعف
-انحلال غیر صحیح ساپورت ها می تواند باعث تغییر شکل قطعه و یا لک شدن آن گردد.
-اثر خطوط لایه ها و همچنین ضعف های کیفیت سطح قطعه را بهبود نمی دهد.
-اگر ساپورت در حین پرینت به قطعه اصلی نشت کند پس از شست و شو می تواند روی سطح آن پرز یا سوراخ های ایجاد کند.
| کیفیت سطح | ★ ★ ★ ☆ ☆ |
| تولرانس | ★ ★ ☆ ☆ ☆ |
| سرعت | ★ ★ ★ ★ ☆ |
| مناسب برای |
همه ترموپلاستیک های FDM |
سنباده زدن
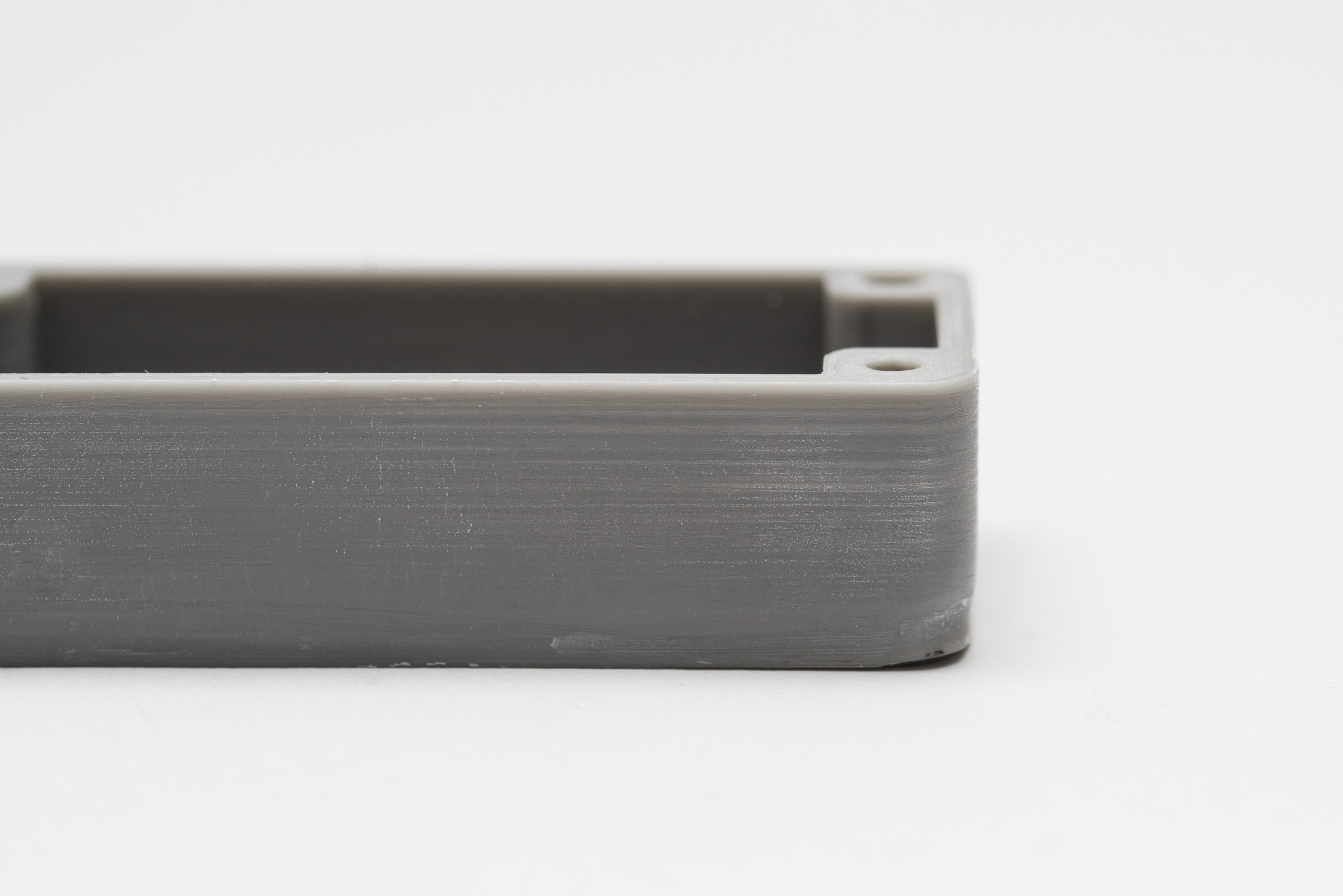
یک قطعه پرینت سه بعدی شده با پرینتر سه بعدی FDM از جنس ABS به رنگ طوسی که سنباده زده شده.
ابزارهای مورد نیاز:
-سنباده با شماره های ۱۵۰، ۲۲۰، ۴۰۰، ۶۰۰، ۱۰۰۰ و ۲۰۰۰
-پارچه کتانی
-مسواک
-صابون
-ماسک و عینک ایمنی
پروسه: پس از اینکه ساپورت ها از قطعه پرینت سه بعدی شده جدا شدند، می توانید قطعه را سنباده بزنید تا سطح آن را صاف نمایید، خطوط و اضافات از جمله محل اتصال ساپورت ها و یا نقطه های اضافه را از آن حذف نمایید. انتخاب شماره سمباده بستگی به ضخامت لایه در هنگام پرینت سه بعدی قطعه و همچنین کیفیت پرینت دارد. اگر فطعه با ضخامت لایه ۲۰۰ میکرون و کمتر پرینت سه بعدی شده برای شروع می توانید از سنباده با شماره ۱۵۰ استفاده کنید. اگر از ضخامت لایه ۳۰۰ میکرون برای تولید قطعه استفاده شده و یا سطح آن زبر است می توانید با سنباده ۱۰۰ کار را شروع کنید.
پروسه سنباده زدن باید تا شماره ۲۰۰۰ ادامه یابد، برای مرحله ۲ می توانید به سراغ سنباده ۲۲۰ و سپس به ترتیب ۶۰۰، ۱۰۰۰ و در نهایت ۲۰۰۰ بروید. توصیه می شود تا قطعه را در طول پروسه سنباده زدن کمی نمناک نگه دارید تا جلوی خراب شدن قطعه از گرمای ناشی از اصطکاک گرفته شود و همچنین سنباده نیز تمیز بماند. قطعات پرینت سه بعدی شده باید با مسواک و آب و صابون پس از هر مرحله تمیز شوند و با یک پارچه کتانی روی آن ها کشیده شود تا مانع از جمع شدن غبار شد. قطعات پرینت سه بعدی شده با پرینتر سه بعدی FDM می توانند تا سنباده ۵۰۰۰ برای رسیدن به سطح صاف و براق سنباده شوند.
نکته ای برای کاربران حرفه ای: همیشه به صورت یکنواخت و با حرکات دایره ای قطعه را سنباده بزنید، ممکن از به نظر برسد سنباده زدن عمود بر لایه ها یا موازی آن ها ساده تر باشد ولی این منجر به بوجود آمدن تنش در قطعه می شود، اگر قطعه رنگش را از دست داد و یا تعداد زیادی خط ریز روی سطح آن افتاد می توانید با Heat gun قطعه را گرم کنید تا برخی از عیوب سطح برطرف شود.
نقاط قوت
+سطوح بسیار صافی را ایجاد می کند.
+سایر فرآیندهای پرداخت قطعات پرینت سه بعدی شده از جمله رنگ کردن، پولیش کردن و پوشش اپوکسی دادن قطعه پس از این مرحله بسیار ساده تر می شوند.
نقاط ضعف
-برای پرینت هایی که با ۲ لایه یا کمتر تولید شده اند توصیه نمی شود. (ممکن است قطعه آسیب ببیند.)
-برای سطوح پیچیده و یا دارای جزئیات زیاد زیاد قابل انجام نیست.
-می تواند دقت پرینت سه بعدی قطعه را کاهش دهد اگر فرآیند سنباده زدن منجر به برداشته شدن مقدار زیادی ماده از روی سطح جسم شود.
| کیفیت سطح | ★ ★ ★ ★ ☆ |
| تولرانس | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ☆ ☆ ☆ |
| مناسب برای | همه ی ترموپلاستیک های قابل پرینت با تکنولوژی FDM |
جوش سرد
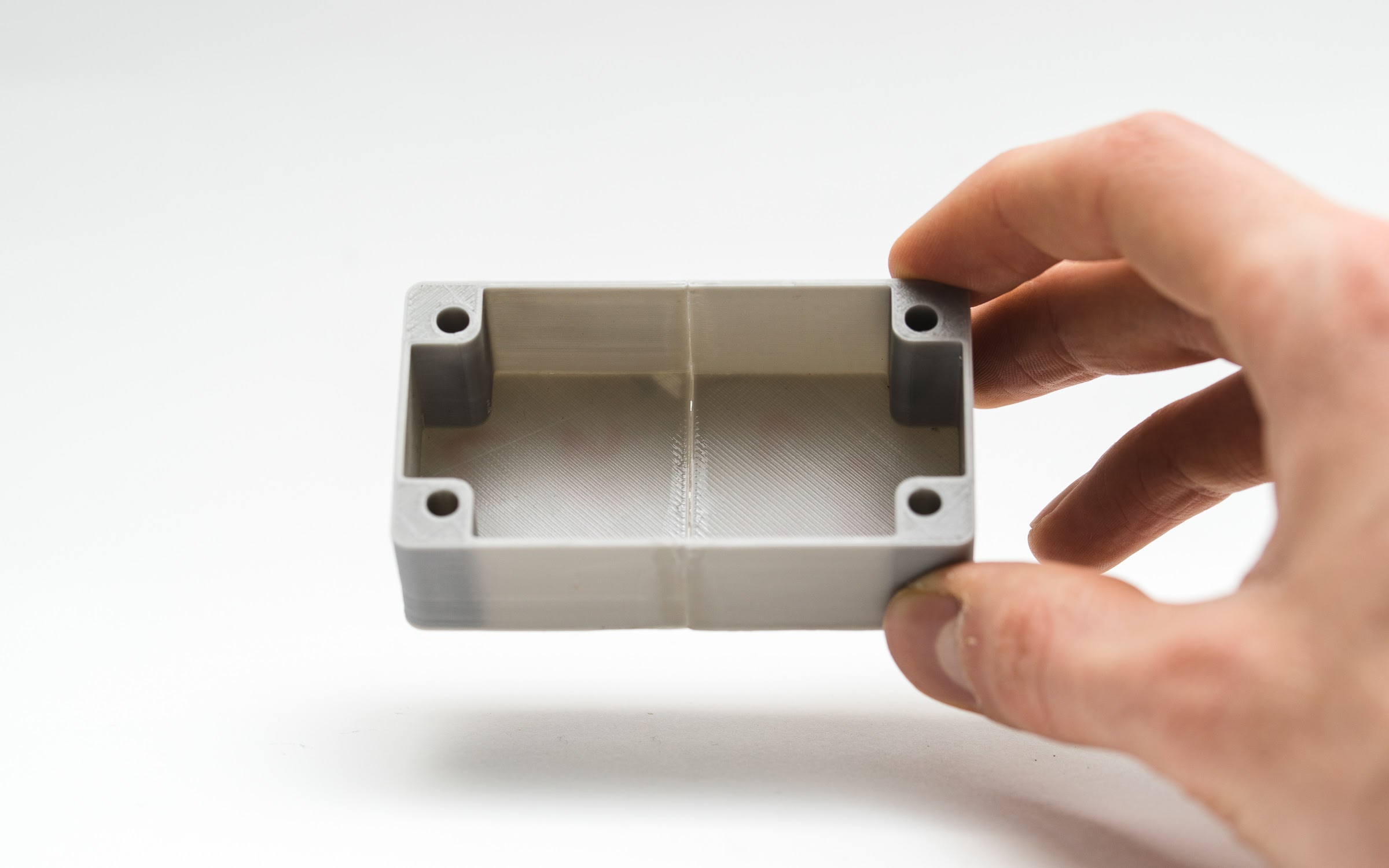
دو قطعه طوسی رنگ تولید شده توسط پرینتر سه بعدی FDM که با تکنیک جوش سرد به هم متصل شده اند.
ابزارهای مورد نیاز
-استون یا THF (برای ABS)، کلروفرم (برای PLA)
-گوش پاک کن
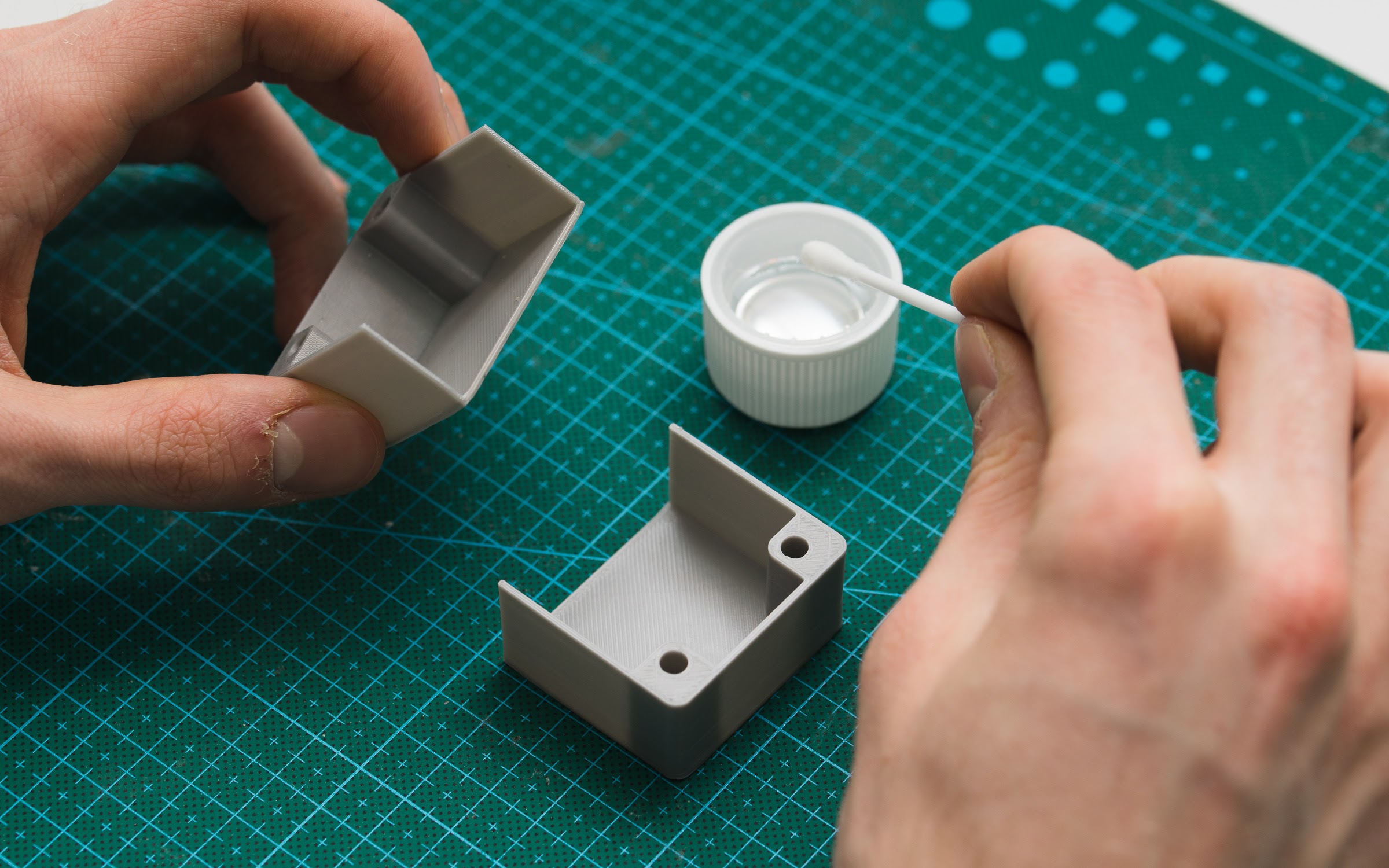
پروسه: زمانی که سایز قطعه ای از ابعاد قابل تولید برای پرینتر سه بعدی شما بزرگتر می شود برخی مواقع نیز برای کاهش میزان ساپورت های مورد نیاز برای پرینت سه بعدی قطعات می توانید آن ها را در تکه های مجزا پرینت سه بعدی کرده و سپس به هم بچسبانید برای متصل کردن قطعات می توانید از چسب استفاده کنید و یا با استفاده از حلال قطعات را به هم متصل کنید، در حالت جوش دادن قطعات با حلال، صفحات متصل شونده به یکدیگر باید تمیز شوند پس از آن با استفاده از گوش پاک کن بر روی آن ها حلال مالیده شود و سپس با فشار زیاد به یکدیگر فشرده شوند تا اکثر حجم حلال تبخیر گردد، در این زمان دو قطعه به صورت شیمیایی به یکدیگر متصل شده اند.
نکته ای برای کاربران حرفه ای: افزایش سطح مقطع های حلال خورده اتصال مستحکم تری را در قطعه پرینت سه بعدی شده ایجاد می کند. برای این کار می توانید از محل های اتصال قفل شونده استفاده نمایید.
نقاط قوت
+استون رنگ سطوح پرینت سه بعدی شده را کمتر از سایر چسب ها تغییر می دهد.
+زمانی که محل اتصال خشک می شود خواص ماده اولیه ی ورودی پرینتر سه بعدی برای تولید قطعه را خواهد دشت و در نتیجه از چسب زدن به قطعه یک دست تری می رسیم که ادامه فرآیند پرداخت و پولیش را ساده تر می کند.
نقاط ضعف
-استحکام محل اتصال قطعات از استحکام قطعه ای که یک تکیه از پرینتر سه بعدی خارج شود کمتر است.
-استفاده بیش از حد از حلال تقاطی از سطح قطعه را حل می کند که منجر به افت چشمگیر دقت و کیفیت قطعات پرینت سه بعدی شده می گردد.
| کیفیت سطح | ★ ★ ☆ ☆ ☆ |
| تولرانس | ★ ★ ☆ ☆ ☆ |
| سرعت | ★ ★ ★ ★ ★ |
| مناسب برای | ABS و PLA |
استفاده از پر کننده ها برای بهبود کیفیت سطح قطعات تولید شده با پرینتر سه بعدی
یک قطعه مشکی رنگ از جنس ABS که با پرینتر سه بعدی تولید شده و پس از اعمال کردن پر کننده بر روی سطح آن سمباده کشیده شده.
ابزارهای مورد نیاز:
-رزین اپوکسی (فقط برای سوراخ های کوچک)
-فیلر (برای سوراخ های بزرگ و یا محل های اتصال قطعات پرینت شده)
-فیلامنت ABS و استون یا فیلامنت PLA و کلروفرم
پروسه: گاهی پس از سنباده زدن و یا حل کردن ساپورت های قابل انحلال در قطعات تولید شده با پرینتر سه بعدی، شیارها و یا سوراخ هایی بر روی قطعه پدید می آیند؛ همچنین در حین پرینت سه بعدی در برخی لایه ها شیارهایی به وجود می آیند، شیارها و سوراخ های کوچک می توانند به سادگی با استفاده از EPOXY (مانند XTC-30) پر شوند. سوراخ های بزرگ و یا شیار های ناشی از اتصال قطعات جدا جدا پرینت سه بعدی شده نیز می توانند با استفاده از فیلرها پر شوند البته پس از اعمال فیلر نیاز است قطعه مجددا سنباده کاری شود، فیلر استحکام بالایی دارد و همچنین بسیار سنباده پذیر است و به راحتی نیز رنگ آمیزی می شود. استحکام قطعاتی که از اتصال چند تکه به یکدیگر تولید می شوند و با فیلر محل اتصالشان پر می شود پس از خشک شدن معمولا استحکام بالاتری از قطعاتی که یک تکیه پرینت سه بعدی شده اند، دارند.
شیارها و سوراخ های به وجود آمده در قطعات ABS را می توانید با ترکیب ۱ به ۲ ABS و استون (یا THF) پر کنید و اگر این ماده را به خوبی در سر جای خود بگذارید بر روی کیفیت سطح قطعه نیز تاثیر بدی نخواهد گذاشت. برای قطعات از جنس PLA می توانید با استفاده از فیلامنت PLA و کلروفرم همین فرآیند را انجام دهید.
نکته ای برای کاربران حرفه ای: اگر بر روی سطح قطعه شیار و یا سوراخ وجود دارد با استفاده از epoxy یا فیلر ابتدا آن ها را پر نمایید و سپس قطعه را سنباده بزنید به این صورت زمان رسیدن به یک سطح سیقلی و صاف به شدت کاهش می یابد.
نقاط قوت
+اپوکسی ها و فیلرها بسیار سنباده پذیرند و به سادگی رنگ می شوند تا سطوح فوق العاده ای بر روی قطعات پرینت سه بعدی شده شما ایجاد کنند.
+اگر از ترکیب ABS یا PLA در حلالشان استفاده می کنید رنگ محل پر شده مادامی که از فیلامنت یکسانی در پرینت سه بعدی قطعه و همچنین پر کردن آن استفاده کنید یکسان است و نیاز به رنگ آمیزی دوباره قطعه نخواهید داشت.
نقاط ضعف
-اپوکسی ها و فیلرها پس از خشک شدن نیاز به رنگ شدن دارند تا تغییر رنگشان حس نشود.
-نیازمند سنباده کاری بیشتر می باشد تا به یک سطح یک دست بر روی قطعه برسید.
بر روی کیفیت تولید قطعه می تواند اثر منفی زیادی داشته باشد مخصوصا اگر در هنگام سنباده کاری مقدار زیادی ماده برداشته شود.
| کیفیت سطح | ★ ★ ☆ ☆ ☆ |
| تولرانس | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ★ ☆ ☆ |
| مناسب برای | همه ی ترموپلاستیک های قابل پرینت با تکنولوژی FDM |
پولیش کردن
ابزارهای مورد نیاز:
-پولیش پلاستیک
-سنباده شماره ۲۰۰۰
-پارچه کتان
-مسواک
-پارچه میکروفیبر
پروسه: پس از سنباده کاری، می توان بر روی ترموپلاستیک های تولید شده با پرینترهای سه بعدی FDM مانند ABS و PLA یک لایه پولیش پلاستیک ایجاد کرد تا به سطحی آینه ای رسید. زمانی که سطح را تا سنباده ۲۰۰۰ سنباده زدید، غبار اضافی را از قطعه پرینت سه بعدی شده با یک پارچه کتانی تمیز کنید و سپس پرینت را در آب گرم با یک مسواک بشویید، بگذارید تا پرینت کاملا خشک شود. سپس با استفاده از ماده پولیش و یک پارچه میکروفایبر سطح را براق کنید، توجه داشته باشید برخی از پولیش هایی که برای براق کردن چراغ های خودرو استفاده می شوند ممکن است حاوی مواد خورنده برای پرینت باشند.
نقاط قوت
+قطعات تولید شده با پرینتر سه بعدی را بدون حلال هایی که می توانند در پرینت تغییر شکل ایجاد کنند براق می کند.
+اگر فطعات پرینت سه بعدی شده به درستی سنباده شده، شسته و پولیش شوند سطحی آینه ای با کیفیت قطعات تزریق پلاستیک شده به وجود می آید.
+پولیشرهای پلاستیک ارزان قیمت و به صرفه هستند
نقاط ضعف
-قطعات تولید شده با پرینتر سه بعدی FDM باید به دقت سنباده کاری شود تا بتوان با این روش به کیفیت سطح آینه ای رسید.
-رنگ و پرایمر پس از پولیش به قطعات پرینت سه بعدی شده نمی چسبند.
بر روی کیفیت تولید فطعه می تواند اقر منفی زیادی داشته باشد مخصوصا اگر در هنگام سنباده کاری مقدار زیادی ماده برداشته شود.
| کیفیت سطح | ★ ★ ★ ★ ★ |
| تولرانس | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ☆ ☆ ☆ |
| مناسب برای | همه ی ترموپلاستیک های قابل پرینت سه بعدی با تکنولوژی FDM |
بتونه کاری و رنگ کردن

یک قطعه PLA قهوه ای ساخته شده با پرینتر سه بعدی FDM . این قطعه با اسپری رنگ مشکی رنگ شده است.
ابزارهای مورد نیاز:
-پارچه کتانی
-سنباده شماره ۲۰۰۰
-پارچه کتان
-مسواک
-سنباده های ۱۵۰،۲۲۰،۴۰۰ و ۶۰۰
-اسپری پرایمر پلاستیک
-رنگ topcoat
-سوهان
-کاغذ پولیش
-نوار پوششی (اگر بیش از یک رنگ را می خواهید بر روی قطعه استفاده کنید.)
-ماسک و دستکش
پروسه: زمانی که پرینت به اندازه کافی سنباده خورده است. (برای رنگ کردن تنها نیازمند سنباده زدن تا شماره ۶۰۰ هستید.)
می توانید قطعه پرینت سه بعدی شده را با اسپری پرایمر پوشش دهید، توصیه می شود از دو لایه پرایمر برای پوشش دهی استفاده نمایید. تلاش خود را انجام دهید تا لایه ی های پرایمر در حدی نازک باشند که جزئیات پرینت پیش از رنگ آمیزی آسیب نبینند. اسپری پرایمر را در فاصله ۱۵-۲۰ سانتی متری قطعه پرینت سه بعدی شده نگه داشته و به سرعت از روی سطوح عبور دهید تا از قطره شدن پرایمر روی قطعه جلوگیری کنید سپس صبر کنید تا پرایمر خشک شود و با سنباده ۶۰۰ هر گونه نقطی را در پوشش دهی پرایمر برطرف نمایید، لایه ی دوم پریامر را بر روی قطعه بزنید و مراقب باشید تا پرایمر بر روی سطح قطعه قطره ایجاد نکند.
زمانی که پرایمر خشک شد می توانید عملیات رنگ آمیز قطعات پرینت سه بعدی شده ی خود را آغاز کنید. رنگ آمیزی می تواند با قلم مو انجام شود ولی اگر از پیستوله یا اسپری استفاده کنید کیفیت سطح بهتری به دست می آورید. قطعه را با اسپری کردن لایه های بسیار نازک رنگ رنگ کنید پس از این که قطعه مقدار کمی رنگ گرفت (معمولا پس از ۲-۴ لایه رنگ) بگذارید تا برای ۳۰ دقیقه خشک شود سپس با سوهان و پولیش ناخن قطعه را پولیش کرده و یک لایه رنگ دیگر بر آن بزنید و این کار را تا رسیدن به خروجی مطلوب ادامه دهید.
اگر می خواهید مدل شما چند رنگ شود می توانید بخش هایی از آن را با نوارهای پوششی بپوشانید و پس از آن که در هر قسمت به رنگ دلخواه رسید جای دیگری را پوشش داده و باقی مدل را رنگ نمایید زمانی که فرآیند رنگ شما تمام شد می توانید با کاغذهای پولیش قطعه خود را پولیش کنید به این ترتیب می توانید به سطحی براق برسید، پس از پولیش می توانید ۱-۲ لایه رنگ جلا بر روی قطعه اعمال کنید، دقت داشته باشید که جلا باید متناسب با رنگ استفاده شده انتخاب شود تا با آن سازگار باشد.
نکته ای برای کاربران حرفه ای: به جای تکان دادن اسپری که می تواند منجر به ایجاد شدن حباب های هوا در رنگ شود آن را دو تا سه دقیقه در حرکات دایره ای هم بزنید.
نقاط قوت
+ اگر با دقت انجام شود می تواند به خروجی بسیار با کیفیتی منجر شود.
+ به شما تنوع بیشتری در انتخاب شکل ظاهری قطعه می دهد.
نقاط ضعف
–رنگ و پرایمر به قطعه پرینت سه بعدی شده ماده اضافه می کنند که می تواند تولرانس ها را تغییر دهد. به خصوص اگر قطعه جزئی از یک قطعه بزرگتر است و نیازمندمتصل شدن به قطعات دیگر است، رنگ آمیزی ممکن است برای شما دردسر آفرین باشد.
| کیفیت سطح | ★ ★ ★ ★ ★ |
| تولرانس | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ☆ ☆ ☆ |
| مناسب برای | همه ی ترموپلاستیک های قابل پرینت سه بعدی با تکنولوژی FDM |
صاف کردن سطح قطعات پرینت سه بعدی شده با بخار حلال

نیم کره پرینت سه بعدی شده از جنس ABS که سطح آن با تکنینک قرار دادن در معرض بخار حلال پرداخت شده.
ابزارهای مورد نیاز:
-پارچه کتان
-ظرف با درب کیپ شونده و مقاوم در برابر حلال
-حلال
-دستمال کاغذی
-فویل آلومینیومی
-ماسک و دستکش
پروسه: دستمال ها را در کف و در صورت امکان دیواره های ظرف پهن کنید. نکته ی کلیدی آن است که حلال توان فرار از داخل ظرف را نداشته باشد، ما استفاده از طرف های شیشه ای یا فلزی را برای این کار توصیه می کنیم،به اندازه کافی حلال داخل ظریف بریزید تا دستمال ها را خیس کنید ولی آن ها را شناور نکنید، این کار همچنین به چسباندن دستمال ها به دیواره های ظرف نیز کمک می کند، برای پرینت های از جنس ABS می توانید از استون یا THF استفاده کنید و برای پرینت های از جنس PLA نیز می توانید از MEK، کلروفرم و THF استفاده کنید البته باید توجه کنید که پولیش قطعات تولید شده از جنس PLA معمولا دشوار تر از ABS می باشد.لازم است در استفاده از هر حلالی به نکات ایمنی استفاده از آن توجه داشته باشید.یک پایه از جنس فویل آلومینیومی یا سایر مواد مقاوم در برابر حلال در کف ظرف قرار دهید و سپس قطعه ی پرینت سه بعدی شده را (از قسمت کف) بر روی آن بگذارید و درب ظرف را ببندید. زمان پرداخت قطعات پرینت شده با استفاده از روش بخار حلال معمولا متفاوت است لذا باید در بازه های زمانی کوتاه قطعه را برای کنترل کیفیتِ پرداخت بررسی کنید. برای افزایش سرعت این فرآیند می توانید ظرف را کمی حرارت دهید ولی در این حالت باید مراقب تجمع بخارات انفجار پذیر باشید.
زمانی که پرینت را از ظرف خارج می کنید سعی کنید که به قطعه دست نزنید و آن را با پایه ی از جنس فویل خارج کنید چرا که ممکن است جای دست شما روی قطعه باقی بماند، چرا که سطح قطعه آغشته به حلال است و استحکام و پایداری چندانی ندارد. پس از بیرون آوردن قطعه پیش از هر کاری اجازه دهید تا حلال موجود بر سطح آن کاملا تبخیر گردد تا سطح آن خشک و پایدار گردد.
توجه: بخار بسیاری از حلال ها به شدت اشتعال پذیر و انفجار پذیر است، اگر قصد گرم کردن ظرف را دارید حتما دقت کنید و این کار را در فضای باز یا فضاهای دارای تهویه مناسب انجام دهید.
نقاط قوت
+ به سادگی خطوط بر روی سطوح را صاف می کند و سطح نسبتا براق و صافی را برای شما فراهم می کند.
+ سطح خارجی پرینت را به خوبی سیقلی می کند.
+سریع، ساده، کم هزینه و در عین حال موثر است.
نقاط ضعف
-از پس اصلاح شیارها و سوراخ های ناخواسته ی بر روی قطعه پرینت سه بعدی شده بر نمی آید.
-از آن جا که در پروسه پرداخت قطعات پرینت سه بعدی با این روش سطح خارجی قطعه در بخارات حلال حل می گردد در نتیجه تولرانس های تولید قطعه به شدت تحت تاقیر قرار می گیرند
-استحکام پرینت های شما را به دلیل تغییر خواص ماده اولیه کاهش می دهد.
| کیفیت سطح | ★ ★ ★ ★ ☆ |
| تولرانس | ★ ★ ☆ ☆ ☆ |
| سرعت | ★ ★ ★ ☆ ☆ |
| مناسب برای | ABS و PLA |
پرداخت سطح قطعات تولید شده با پریتر های سه بعدی FDM با روش
فرو بردن قطعات در حلال(دیپینگ)
ابزار مورد نیاز:
-ظرف مقاوم در برابر حلال
-حلال
-پیچ یا قلاب
-سیم یا مفتول کلفت
-میله چوب لباسی
-ماسک و دستکش
پروسه: از این که ظرف به اندازه کافی بزرگ است تا قطعه و سالونت در آن جا شوند اطمینان حاصل کنید، به میزان لازم حلال داخل ظرف بریزید، همانند صاف کردن سطح قطعات پرینت سه بعدی شده با بخار حلال از استون و THF برای قطعات از جنس ABS و از MEK، کلروفرم یا THF برای قطعات از جنس PLA استفاده کنید، البته PLAمعمولا در مقابل حلال مقاوم تر از ABSاست و ممکن است برای رسیدن به کیفیت مطلوب با PLA نیاز داشته باشید چندین بار این پروسه را تکرار کنید. قلاب یا پبچ را به سطحی از قطعه که در معرض دید نیست متصل نموده و مفتوا را به آن متصل نمایید به نحوی که بتوانید با استفاده از مفتول قطعه را به داخل حلال فرو ببرید. توجه داشته باشید که اگر مفتول شما استحکام کافی نداشته باشد ممکن است نتوانید قطعه خود را به خوبی در حلال فرو برده و خارج کنید چرا که سیال به قطعه نیروی شناوری در جهت بالا وارد می کند که اگر مفتول استحکام نداشته باشد هدایت قطعه کمی دشوار است. زمانی که از اتصال مناسب مفتول به قطعه اطمینان حاصل کردید قطعه پرینت سه بعدی شده خود را به سرعت کاملا داخل حلال فرو کنید و در کمتر از چند ثانیه آن را خارج کنید و از میله چوب لباسی آویزانش کنید تا همه ی حلال موجود روی سطح قطعه تبخیر گردد. می توانید پس از خارج کردن قطعه آن را به آرامی تکان دهید تا حلال های اضافه از روی سطح بچکند. همچنین توجه داشته باشید که در فضاهای داخل پرینت حلال جمع نشده باشد.
نکته ای برای کاربران حرفه ای: اگر قطعه پرینت سه بعدی شده پس از خشک شدن سطحی مات و یا دارای تعدادی سفیدک داشت آن را بر روی ظرف حلال آویزان کنید تا بخارات حلال سطح قطعه را اندکی حل کنند، به این ترتیب رنگ قطعه باز می گردد و همچنین سطح آن شفاف می گردد.
نقاط قوت
+ بسیار سریع تر از تکنینک قرار دادن قطعات پرینت سه بعدی شده در معرض بخار منجر به صاف شدن سطح قطعه می شود.
+مقدار بسیار کمتری بخارات حلال نسبت به تکنیک صاف کردن سطح پرینت ها با بخار حلال در این روش تولید می شود که ایمن تر است.
نقاط ضعف
–سطح قطعه را به شدت صاف می کند که منجهر به تحت تاثیر قرار گرفتن دقت ساخت قطعه می شود.
-اگر قطعه بیش از حد در معرض حلال قرار گیرد می تواند به تغییر شکل آن و همچنین تغییر خواص مواد استفاده شده در پرینت قطعه منجر شود
| کیفیت سطح | ★ ★ ★ ★ ★ |
| تولرانس | ★ ☆ ☆☆ ☆ |
| سرعت | ★ ★ ★ ★ ☆ |
| مناسب برای | ABS و PLA |
پوشش دهی سطح قطعات پرینت سه بعدی شده با Epoxy
ابزارهای مورد نیاز:
-اپوکسی دو قسمتی (مانند XTC-3D)
-قلم اپلیکاتور فومی
-محفظه ای برای مخلوط گردن دو قسمت Epoxy
-سنباده شماره ۱۰۰۰ یا بالاتر
-پارچه کتان
پروسه: زمانی که پرینت به اندازه کافی سنباده خورده است. (اگر پیش از پوشش دهی سطح پرینت با اپوکسی قطعه سنباده بخورد به نتایج بهتری می رسید)پرینت را با پارچه کتان کاملا تمیز نمایید. سپس با نسبت درج شده روی Epoxy هاردنر را با رزین مخلوط کرده و به خوبی هم بزنید لازم است که نسبت ها را با دقت رعایت کنید تا به کیفیت مناسب برسید. رزین های Epoxy پس از مخلوط شدن تا خشک شدن از خود گرما آزاد می کنند لذا توصیه می کنیم که به جای ظرف های شیشه ای یا سایر ظرف هایی که نقطه ذوب پایینی دارند از ظرف های مخصوص مخلوط کردن اپوکسی استفاده کنید. مخلوط کردن رزین و هاردنر با نسبت های متفاوت ممکن است منجر به افزایش زمان خشک شدن اپوکسی بیانجامد و حتی ممکن است سبب شود اپوکسی هرگز به صورت کامل خشک نشود که منجر به خراب شدن سطح قطعه پرینت سه بعدی شده می گردد.XTC-3D مخصوصا برای پوشش دهی قطعات تولید شده با دستگاه های پرینتر سه بعدی ساخته شده و توصیه می شود از این اپوکسی استفاده نمایید البته هر اپوکسی دو قسمتی دیگری نیز برای این کاربرد تا زمانی که به درستی آماده و روی سطح جسم پوشش دهی شود برای این کاربرد مناسب است. برای مخلوط کردن رزین و هاردنر به گونه ای رفتار کنید که مانع از بروز حباب های هوا در اپوکسی شوید. برای استفاده از اپوکسی دقت کنید که معمولا از زمان شروع اضافه کردن هاردنر به رزین بین ۱۰-۱۵ دقیق زمان دارید تا از آن استفاده کنید.
نخستین لایه از اپوکسی را با اپلیکاتور روی سطح پرینت بدون به وجود آوردن شره و قطره پوشش دهی کنید، زمانی که کل قطعه پوشش دهی شد طبق راهنمای اپوکسی اجازه دهید تا خشک شود. ممکن از یک لایه اپوکسی برای پرداخت قطعه کافی باشد ولی برای رسیدن به نتایج بهتر توصیه می کنیم پس از خشک شدن کامل لایه ی اول اپوکسی با سنباده شماره ۱۰۰۰ یا بالاتر قطعه را به خوبی سنباده کشیده و سپس با پارچه کتان به خوبی تمیز نمایید و مراحل پوشش دهی سطح قطعه پرینت سه بعدی شده با اپوکسی را مجددا تکرار نمایید.
نقاط قوت
+ معمولا یک لایه ی نازک اپوکسی بر روی دقت تولید قطعات پرینت شده تاثیر بدی ندارد.
+ یک لایه محافظتی پیرامون قطعه به وجود می آورد که هم منجر به افزایش استحکام قطعه شده و هم سطح آن را در برابر عبور سیالات از داخل قطعه پرینت سه بعدی شده عایق می کند.
نقاط ضعف
–لایه ها همچنان دیده می شوند با این تفاوت که زیر یک پوسته نازک قرار دارند.
-استفاده بیش از حد از رزین اپوکسی موجب نادقیق شدن جزیات شده و به سطح قطعه حالتی می دهد که انگار روی آن قطره چکیده شده است.
| کیفیت سطح | ★ ★ ★ ★ ★ |
| تولرانس | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ☆ ☆ ☆ |
| مناسب برای | همه ی ترموپلاستیک های قابل پرینت سه بعدی با تکنولوژی FDM |
آبکاری فلز قطعات پرینت سه بعدی شده
یک قطعه سازه ای پرینت شده با FDM و آبکاری شده با نیکل با تکنولوژی Replikote
ابزارهای مورد نیاز:
محلول الکترولیت- محلول الکترولیت برای آبکاری فلزی قطعات پرینت سه بعدی شده را می توان با مخلوط کردن نمک فلز، اسید و آب بدست آورد، ولی اگر اندازه گیری ها برای مخلوط کردن این مواد به دقت انجام نشده باشند و درصد خلوص این مواد بالا نباشد دشوار می توان به کیفیت سطح مناسبی رسید. اگر از محلول آماده و با کیفیتی مانند محلول های الکترولیت Midas در این فرآیند استفاده کنید ساده تر به خروجی دلخواه می رسید.
آند تحلیل رونده – فلز مورد استفاده در آند باید مشابه فلز موجود در نمک فلز باشد نقلا اگر از نمک سولفات مس در محلول الکترولیت استفاده شده آند باید از جنس مس باشد. هر جسمی از جنس فلز مورد استفاده برای آبکاری قطعات پرینت سه بعدی شده می تواند به عنوان آند مورد استفاده قرارگیرد مانند مفتول یا سیم از جنس فلز مورد نظر یا ورقه های نازک مخصوص آبکاری.
رنگ رسانا یا محلول استون و گرافیت – سطح قطعه پرینت سه بعدی شده باید رسانا باشد تا بتوانید آبکاری را انجام دهید، برای این کار می توانید یک لایه رنگ رسانا بر روی قطعه بزنید یا یک لایه از محلول استون گرافیت با نسبت ترکیب یک به یک بر روی سطح جسم اعمال کنید رنگ رسانا با هر ترموپلاستیک قابل پرینت سه بعدی با تکنولوژی FDM سازگار است ولی ترکیب استون گرافیت فقط بر روی ABS کار می کند.
یک سو کننده برق – به جای یک سو کننده برق می توانید از باتری نیز استفاده کنید ولی باتری بازدهی بسیار پایین تری از یک سو کننده برق دارد از طرفی یک سو کننده از نظر ملاحظات ایمنی نیز گزینه بهتری می باشد همچنین باتری نمی تواند مانند یک سو کننده برق به صورت مداوم انرژی مورد نیاز را تامین کند و لذا سطح قطعه ممکن است به طور کامل یک دست آبکاری نشود.
-پیچ یا قلاب رسانا
-ست کابل
دستکش های غیر رسانا و عینک ایمنی- محلول های الکترولیت خاصیت اسیدی دارند و اگر وارد چشم شوند می توانند عوارض گسترده ای داشته باشند، بنابر این توصیه می شود از عینک ایمنی در طی این فرآیند استفاده نمایید از طرفی این محلول ها می توانند به پوست نیز آسیب برسانند لذا توصیه می شود از دستکش های غیر رسانا نیز در طی انجام این فرآیند استفاده نمایید.
پروسه: از روش های آبکاری با برق می توانید در منزل یا کارگاه خودتان برای آبکاری قطعات پرینت سه بعدی شده و ایجاد یک لایه پوشش فلزی بر روی آن ها استفاده کنید. اما آبکاری های سطح بالا نیازمند دانش گسترده ای از علم مواد و تجربه کافی در این زمینه می باشد و آنچه در خانه قابل انجام است در مقایسه با خدماتی که می توانید در این زمینه از کارگاه های حرفهای آبکاری دریافت نمایید بسیار محدود است بنابراین برای رسیدن به پوششی یکنواخت و یا استفاده از فلزات متنوع به عنوان پوشش مانند کروم توصیه می شود که این کار را به کارگاه های آبکاری بسپارید. در عین حال در ادامه روش آبکاری مس بر روی قطعات پرینت سه بعدی شده را شرح می دهیم.
در خانه شما می توانید روی قطعات پرینت سه بعدی خود پوشش پایه ای از جنس مس یا نیکل ایجاد کنید که باقی فلزات را می توان روی این پوشش بعدا آبکاری نمود. نکته بسیار مهم در آبکاری قطعات پرینت سه بعدی شده صاف بودن سطح قطعه پیش از شروع فرآیند آبکاری می باشد و شما باید با سایر روش های توصیف شده در این مطلب ابتدا سطح قطعه خود را به سیقلی ترین حالت ممکن برسانتید و سپس آبکاری را بر روی آن شروع نمایید، پس از آبکاری هر گونه نقصی که بر روی سطح وجود داشته باشد به شدت قابل مشاهده می شود. قطعه سنباده خورده و تمیز خود را در رنگ رسانا فرو برده تا یک لایه رنگ رسانا بر روی سطح آن پوشش داده شود. اگر قطعه ی پرینت سه بعدی شده از جنس ABS است می توانید به جای رنگ رسانا از محلول استون و گرافیت نیز استفاده کنید.
نقاط قوت
+ اگر با دقت انجام شود می تواند به خروجی بسیار با کیفیتی منجر شود.
+ به شما تنوع بیشتری در انتخاب شکل ظاهری قطعه می دهد.
نقاط ضعف
–به صورت کلی آبکاری حرفه ای قطعات پرینت سه بعدی شده معمولا از نظر هزینه بیشتر از سایر روش های پرداخت و پولیش ای قطعات هزینه بر است و همچنین انجام دادن این پروسه در خانه یا کارگاه خودتان به تجهیزات بیشتری نسبت به سایر روش های پرداخت و پولیش احتیاج دارد.
-آبکاری قطعات پرینت سه بعدی شده در خانه در صورت عدم رعایت نکات ایمنی می تواند منجر به برق گرفتگی و سوختگی با اسید نیز گردد.
| کیفیت سطح | ★ ★ ★ ★ ☆ |
| تولرانس | ★ ★ ★ ☆ ☆ |
| سرعت | ★ ★ ★ ★ ☆ |
| مناسب برای | همه ی ترموپلاستیک های قابل پرینت سه بعدی با تکنولوژی FDM |





هیچ نظری وجود ندارد